कई तकनीकी उपकरणों, साथ ही अधिकांश घरेलू सामानों में थ्रेडेड कनेक्शन होते हैं जिनका उपयोग मानव जाति प्राचीन काल से करती आ रही है। मुख्य उपकरण जिसके साथ ऐसे कनेक्शन के तत्व बनाए जाते हैं उनमें नल शामिल है। इसका उपयोग आपको छेद की आंतरिक सतह पर एक सटीक और उच्च-गुणवत्ता वाले धागे को जल्दी और बिना किसी कठिनाई के काटने की अनुमति देता है।
प्रारुप सुविधाये
पहला काटने का उपकरण आंतरिक धागाएक आदिम डिजाइन में भिन्न और एक टेट्राहेड्रल रॉड का प्रतिनिधित्व किया, जिसके काम के अंत में, एक कोमल शंकु के नीचे तेज किया गया, काटने वाले दांतों को देखा गया। इस तरह के नल का उपयोग करते समय, धागे को नट के अंदर या वर्कपीस में पहले से तैयार छेद में पेंच करके काटा जाता था। स्वाभाविक रूप से, इस तरह के उपकरण के कई नुकसान थे, जिनमें से सबसे महत्वपूर्ण में काटने वाले हिस्से पर पीछे की सतह की अनुपस्थिति, साथ ही एक नकारात्मक रेक कोण भी शामिल है। समय के साथ, नल का डिज़ाइन अधिक विचारशील हो गया है, और आज वे आपको सटीक और उच्च-गुणवत्ता वाले आंतरिक धागे बनाने की अनुमति देते हैं।
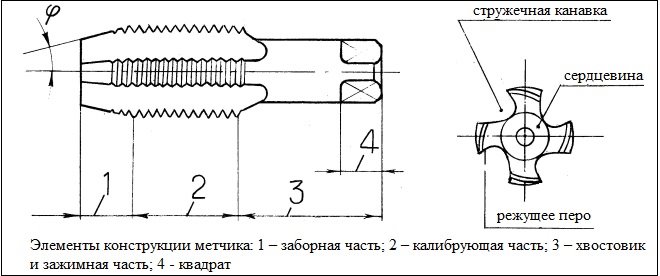
वर्कपीस की आंतरिक सतहों पर थ्रेडिंग के लिए किसी भी नल में, इसके ज्यामितीय मापदंडों और उद्देश्य की परवाह किए बिना, निम्नलिखित तत्व हैं:
- पार्श्व खांचे (2 से 6 तक हो सकते हैं);
- शंक्वाकार सेवन भाग;
- अंशांकन भाग, जिसमें एक बेलनाकार आकार होता है।
उपकरण की साइड सतह पर स्थित खांचे, इसकी पूरी लंबाई के साथ, एक साथ दो कार्य करते हैं: प्रसंस्करण क्षेत्र से चिप्स को हटाने को सुनिश्चित करना और ऐसे क्षेत्र में तरल पदार्थ (शीतलक) को काटने की सुविधा प्रदान करना। क्रॉस सेक्शन में टैप ग्रूव का आकार इसकी दो सतहों से निर्धारित होता है, जिनमें से एक उपकरण के काटने वाले दांत का अगला चेहरा है, और दूसरा इसका पिछला हिस्सा है। प्रोफ़ाइल के प्रकार के अनुसार, चिप खांचे निम्न प्रकार के होते हैं:
- एकल-त्रिज्या (इस आकार के खांचे के साथ, मुख्य रूप से गेज-प्रकार के नल का उत्पादन होता है);
- सीधे आगे और पीछे की सतहों के साथ (इस आकार के खांचे वाले उपकरण नट के अंदर थ्रेडिंग के लिए उपयोग किए जाते हैं);
- एक सीधे मोर्चे और एक त्रिज्या के पीछे की सतहों के साथ (अधिकांश नल इस प्रकार के चिप खांचे के साथ बनाए जाते हैं)।
खांचे को अलग-अलग तरीकों से व्यवस्थित किया जा सकता है: सीधे, साथ ही सर्पिल दाएं या बाएं। सीधी रेखा के खांचे के साथ, सामान्य-उद्देश्य वाले नल बनाए जाते हैं। पेचदार बाएं हाथ के खांचे के साथ, नल उत्पन्न होते हैं जिनका उपयोग पास को थ्रेड करने के लिए किया जाता है। इस तरह के एक उपकरण द्वारा बनाए गए चिप्स छेद के साथ आगे बढ़ते हैं, जिससे पहले से कटे हुए धागे को नुकसान होने का खतरा समाप्त हो जाता है। खांचे को घुमाने की सही दिशा के साथ नल का उपयोग करते समय, चिप्स को मशीनिंग ज़ोन से टूल शैंक में हटा दिया जाता है। इस कारण से, दाएँ हाथ के नल ब्लाइंड होल को टैप करने के लिए आदर्श होते हैं।
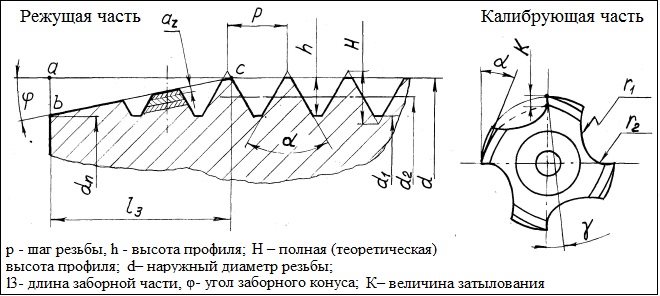
नल के अंतर्ग्रहण भाग, जैसा कि ऊपर उल्लेख किया गया है, में एक शंक्वाकार आकार होता है, जो उपकरण को छेद में मशीन में प्रवेश करने की प्रक्रिया को सुविधाजनक बनाता है। सेवन भाग के झुकाव के कोण का विशिष्ट मान, जो 3-20 ° की सीमा में हो सकता है, इस आधार पर चुना जाता है कि किस प्रकार के प्रसंस्करण के लिए उपकरण का उपयोग किया जाएगा - रफिंग, इंटरमीडिएट या फिनिशिंग।
बेलनाकार अंशांकन भाग 0.1 मिमी तक के रिवर्स अंडरस्टिमेशन के साथ बनाया गया है, जो कि थ्रेडिंग प्रक्रिया के दौरान होने वाले घर्षण बलों को कम करने के लिए आवश्यक है। नल के काम करने वाले हिस्से और मशीनी होने वाली सतह के बीच घर्षण बल को कम करने के लिए, काटने वाले दांतों की पिछली सतह, जो उनकी चौड़ाई के 1/3 द्वारा उनके ऊपर से की जाती है, भी अनुमति देती है। इस प्रकार, काटने वाले दांतों की पिछली सतह को कम करके आंका जाता है, जिसका मूल्य 12-30 मिमी के व्यास वाले उपकरणों के लिए लगभग 0.1 मिमी है।
उद्देश्य से प्रजातियाँ
आधुनिक उद्योग उत्पादन करता है विभिन्न प्रकारनल जो डिजाइन में एक दूसरे से भिन्न होते हैं और कार्यक्षमता. तो, उनके उद्देश्य के अनुसार, नल निम्न प्रकारों में से एक हो सकते हैं।
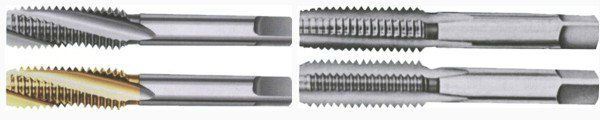
तालाये उपकरण अक्सर हाथ से पकड़े जाते हैं और एक विशेष रिंच के संयोजन में उपयोग किए जाते हैं, जिसके साथ टैप को रोटेशन दिया जाता है। एक नियम के रूप में, वे दो या तीन उपकरणों के सेट में निर्मित और उपयोग किए जाते हैं, जिनमें से प्रत्येक उपचारित सतह से भत्ता का केवल एक हिस्सा निकालता है। ऐसी किट में शामिल नल के आयाम (विशेष रूप से, उनके कामकाजी व्यास) भिन्न होते हैं। पहला उपकरण, जिसकी शैंक पर एक डैश के रूप में एक पदनाम लगाया जाता है, रफिंग करने के लिए उपयोग किया जाता है, दूसरा (शैंक पर दो डैश के साथ) मध्यवर्ती के लिए उपयोग किया जाता है, और तीसरा (क्रमशः, के साथ) थ्री डैश) का उपयोग काटे जा रहे धागे को पूरा करने के लिए किया जाता है।

ये ऐसे उपकरण हैं जिनके साथ थ्रेड्स को मैन्युअल रूप से और विभिन्न प्रकार की मशीनों (टर्निंग, ड्रिलिंग, एग्रीगेट, आदि) में काटा जा सकता है। इस तरह के नल धातु के नल से केवल थोड़े छोटे सेवन वाले हिस्से और यांत्रिक तनाव के उच्च प्रतिरोध में भिन्न होते हैं।

औजार
ऐसे उपकरणों की मदद से, जैसा कि उनके नाम से पता चलता है, वे नट्स में थ्रेडिंग करते हैं। नट, जिसमें धागे पहले से ही इस तरह के नल से काटे जाते हैं, उपकरण को बंद न करें, लेकिन इसकी लम्बी पूंछ पर चले जाएं। अखरोट के नल के टुकड़े, जिसके साथ ड्रिलिंग मशीनों पर धागे काटे जाते हैं, एक सीधा आकार होता है। पहले से ही थ्रेडेड थ्रेड्स वाले नट, इस तरह के टांग में चले गए, मशीन चक से टूल को हटाने के बाद बस हिल गए। थ्रेडिंग मशीनों पर नट काटने के लिए नल का उपयोग किया जाता है, जिनमें से टांगों का आकार घुमावदार होता है। इस तरह से थ्रेडिंग करते समय, नट, एक दूसरे के दबाव में, उपकरण के घुमावदार टांग के साथ धकेल दिए जाते हैं, इसके अंतिम भाग तक पहुँचते हैं और तैयार कंटेनर में गिर जाते हैं।
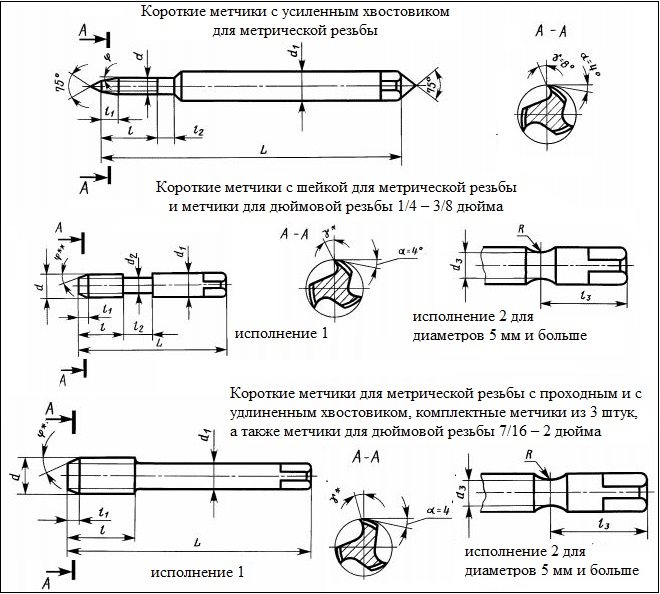
मीट्रिक थ्रेड्स को काटने के लिए मैनुअल और मशीन टैप दोनों के डिज़ाइन और आयाम की आवश्यकताएं GOST 3266-81 द्वारा निर्धारित की गई हैं, जिसे कहा जाता है: “मशीन और मैनुअल टैप। डिजाइन और आयाम।
आप नीचे दिए गए लिंक से पीडीएफ प्रारूप में दस्तावेज़ डाउनलोड करके मैन्युअल और मशीन टैप के लिए गोस्ट आवश्यकताओं से परिचित हो सकते हैं।
डिजाइन द्वारा प्रकार
उनके डिजाइन के अनुसार नलों को भी विभिन्न प्रकारों में विभाजित किया जाता है। इसलिए, इस पैरामीटर के आधार पर, उपकरण प्रतिष्ठित हैं:
- छोटी बांसुरी के साथ, जिन्हें बांसुरी रहित भी कहा जाता है (ऐसे नलों का डिज़ाइन विशेष रूप से तन्य कम कार्बन स्टील्स, एल्यूमीनियम मिश्र धातुओं और उच्च शक्ति वाले मिश्र धातु स्टील्स से बने भागों में धागे काटने के लिए डिज़ाइन किया गया है);
- एक पेचदार रेखा के साथ स्थित खांचे के साथ (मशीनिंग केंद्रों पर ऐसे उपकरण स्थापित करें और उन्हें अंधा धागे काटने के लिए उपयोग करें);
- काटने वाले दांतों को एक बिसात के पैटर्न में रखा जाता है (इस तथ्य के कारण कि इस तरह के उपकरण के अंशांकन भाग पर काटने वाले दांत एक के माध्यम से काटे जाते हैं, प्रसंस्करण के दौरान घर्षण बल को कम करना संभव है);
- दो भागों में विभाजित एक काम करने वाले भाग के साथ चरणबद्ध प्रकार, जिनमें से प्रत्येक अपना कार्य करता है (उदाहरण के लिए, चरणबद्ध नल हैं, जिनमें से पहला खंड जनरेटर सर्किट के अनुसार काम करता है, और दूसरा - प्रोफ़ाइल के अनुसार; अन्य प्रकारों के लिए स्टेप्ड टूल्स का, पहला सेक्शन कटिंग फंक्शन करता है, और दूसरा - स्मूथिंग);
- संयुक्त (ये वास्तव में एक में दो उपकरण हैं: उनका काटने वाला हिस्सा, एक ही डिज़ाइन में बनाया गया है, एक ड्रिल से शुरू होता है और एक टैप से समाप्त होता है);
- किसी भी व्यास के छेद के माध्यम से थ्रेड्स को काटने के लिए उपयोग किए जाने वाले ब्रोच टैप्स (उनकी मदद से, लैट्स पर थ्रेड्स काटे जाते हैं, जिस चक में वर्कपीस तय होता है, और टूल होल्डर में - इस्तेमाल किए गए टूल की टांग; थ्रेडिंग के दौरान टैप मशीन समर्थन की स्वचालित फ़ीड, और वर्कपीस के घूर्णन - धुरी के घूर्णन द्वारा सुनिश्चित किया जाता है);
- एक आंतरिक गुहा के साथ, जिसके कारण प्रसंस्करण के दौरान उपकरण ठंडा हो जाता है (विशेष या बहु-परिचालन उपकरण पर स्थापित ऐसे नलों का उपयोग थ्रेडिंग की उत्पादकता में काफी वृद्धि कर सकता है);
- घंटी के नल (ऐसे नल बड़े व्यास (50-400 मिमी) के आंतरिक धागों को काटने के लिए उपयोग किए जाते हैं और एक पूर्वनिर्मित संरचना होती है जिसमें व्यक्तिगत काटने वाले तत्व होते हैं)।
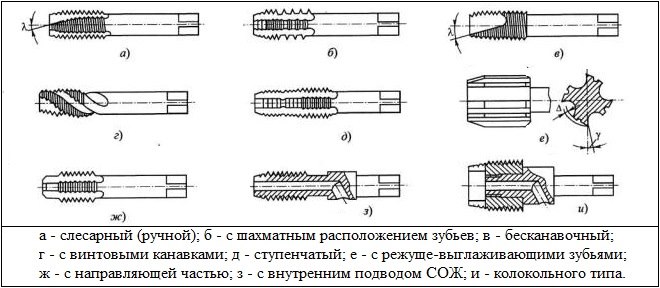
संरचनात्मक रूप से, ऊपर सूचीबद्ध सभी नल एक-दूसरे से इतने भिन्न हैं कि आप उन्हें फोटो द्वारा एक-दूसरे से अलग भी बता सकते हैं।
धागे के प्रकार
विभिन्न श्रेणियों के नलों के साथ-साथ विभिन्न प्रकार के मरो का उपयोग करके, भागों की आंतरिक सतहों पर धागे बनाना संभव है विभिन्न प्रकार के. काटे जा रहे धागे के प्रकार के आधार पर, नलों को निम्नलिखित श्रेणियों में बांटा गया है।
मीट्रिकये वे नल हैं जिनसे मीट्रिक धागे काटे जाते हैं। ऐसे मामलों में कटे हुए धागे के तत्व में एक समद्विबाहु त्रिभुज का आकार होता है, और इसके सभी मापदंडों को मिलीमीटर में मापा जाता है। ऐसे नलों के अंकन में "एम" अक्षर होता है। मीट्रिक नल और प्रारंभिक छेद के व्यास के चयन के लिए, एक विशेष संदर्भ तालिका का उपयोग किया जाता है।
इंचऐसे नलों के काम करने वाले हिस्से में एक शंक्वाकार आकृति होती है। इंच के औजारों का व्यास इंच में मापा जाता है, और पिच को धागे प्रति इंच (25.4 मिमी) की संख्या में मापा जाता है। इस प्रकार के नलों की औसत सतह का ढलान 1°47'24" है।
पाइपइसमें पाइप फिटिंग में धागे काटने के लिए उपयोग किए जाने वाले बेलनाकार और शंक्वाकार नल शामिल हैं।
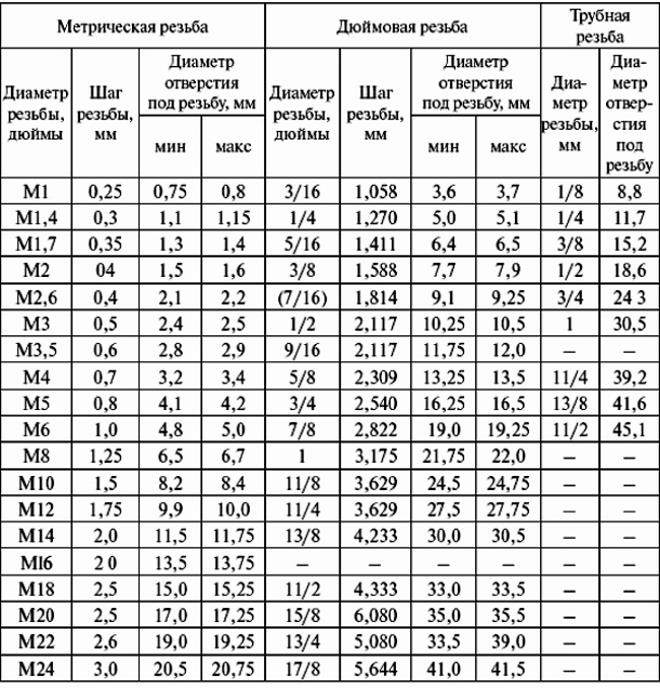
तालिका 1. पैरामीटर टैप करें और छेद आकार टैप करें
नल का उपयोग दाएँ और बाएँ हाथ के धागों से छेद बनाने के लिए किया जा सकता है। बाएं हाथ के धागों के लिए टैप, जब वास्तविकता में या सही प्रकार के टूल के साथ फोटो में तुलना की जाती है, तो बाद वाले से केवल उनके काटने वाले हिस्से के हेलिक्स की दिशा में भिन्न होते हैं।
विभिन्न भागों को कलात्मक रूप देने का पारंपरिक तरीका यांत्रिक है। पाइपों के मामले में, इसका मतलब है कि थ्रेडेड कनेक्शन और उपयुक्त फिटिंग का उपयोग करके उन्हें एक साथ जोड़ना। मूल रूप से, इस तकनीक का उपयोग धातुओं या कुछ मिश्रित सामग्रियों से बने नमूनों को जोड़ने के लिए किया जाता है। पाइपों पर धागे काटने के लिए किन उपकरणों का उपयोग किया जाता है, यह कैसे किया जाता है यह प्रस्तावित लेख का विषय है।
नीचे दी गई तालिका के अनुसार, यह पता लगाना आसान है कि एक प्रकार का धागा दूसरे से कैसे भिन्न होता है।
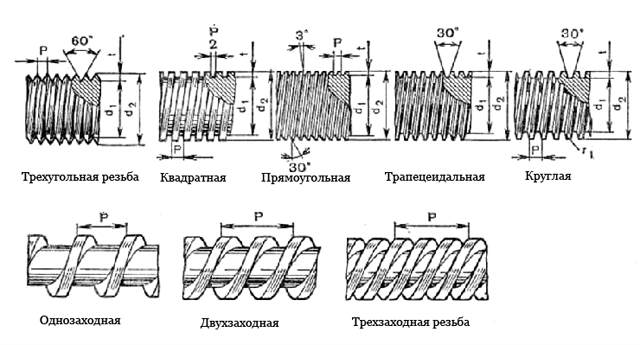
मुख्य थ्रेड पैरामीटर - पिच, व्यास, प्रोफ़ाइल ऊंचाई इत्यादि - आरेखों में दिखाए जाते हैं।
धागा काटने की तकनीक और आवश्यक उपकरण
धागा मैन्युअल रूप से और मशीन टूल्स का उपयोग करके प्राप्त किया जा सकता है। बाद वाले विकल्प पर विचार करने का कोई मतलब नहीं है, क्योंकि इस तरह के काम की सभी बारीकियां एक विशेषज्ञ को अच्छी तरह से पता हैं। इसके अलावा, मशीन के प्रकार के आधार पर, एक उपकरण या किसी अन्य का उपयोग करके, इंस्टॉलेशन के विभिन्न मॉडलों पर थ्रेडिंग की जा सकती है।
लेकिन रोजमर्रा की जिंदगी में या किसी वस्तु पर स्थापना कार्य के दौरान, दुर्लभ अपवादों के साथ, सबसे सरल उपकरणों का उपयोग करके, या, जैसा कि वे कहते हैं, अपने हाथों से धागा काट दिया जाता है। यह पाठक के लिए अधिक दिलचस्प है, इसलिए हम मैनुअल कटिंग के तरीकों पर ध्यान केंद्रित करेंगे।
बाह्य कड़ी
मर जाता है (लर्क)। इन उत्पादों की सीमा महत्वपूर्ण है। प्रत्येक नमूना पाइप के एक निश्चित व्यास से मेल खाता है जिस पर कटिंग की जाती है।

डाई धातु प्रसंस्करण की गुणवत्ता में भिन्न होती है और इसे "रफ" (रफ) और "सटीक" (परिष्करण) काटने के लिए उत्पादों में वर्गीकृत किया जाता है। मूल्य - प्रति नमूना 68 रूबल से।
डाई धारक।विभिन्न संशोधनों में उपलब्ध - पारंपरिक, सार्वभौमिक, शाफ़्ट के साथ। मूल्य - 139 रूबल से।

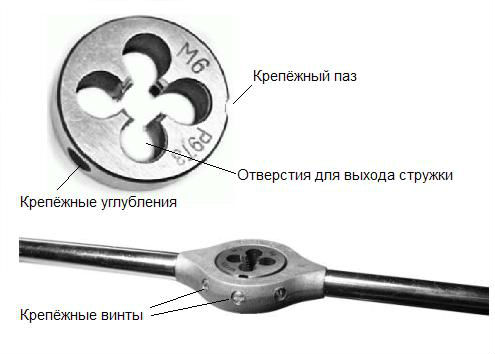
थ्रेडिंग के लिए उपकरण कैसे इकट्ठा किया जाता है, यह चित्र से स्पष्ट है।
धागा काटने की प्रक्रिया
- पाइप के सिरे को काटना। अनुदैर्ध्य अक्ष के संबंध में कोण सही है। उपकरण - पाइप कटर या।
- साइट की सतह की तैयारी। जिस क्षेत्र में धागे को काटा जाना है, उसे विदेशी जमाव से सावधानीपूर्वक साफ किया जाता है।
- पहली थ्रेडिंग। पाइप पर एक "रफ" डाई लगाई जाती है। बेहतर ग्लाइड के लिए, उपचारित क्षेत्र में तेल की एक पतली परत लगाई जाती है।
- दूसरा पास। "परिष्करण" उपकरण स्थापित है। यह आंदोलन की दिशा में एक व्यवस्थित परिवर्तन (साथ में, फिर वामावर्त) के साथ धीरे-धीरे पाइप पर घाव होता है। धागे की सफाई दृष्टि से नियंत्रित होती है और कुछ क्रियाओं की पर्याप्तता निर्धारित होती है।
- गुणवत्ता नियंत्रण। काटने की शुद्धता (दोषों की अनुपस्थिति, वक्रता, और इसी तरह) को निर्धारित करने के लिए, किसी भी उत्पाद (उपयुक्त थ्रेड मापदंडों के साथ) को पाइप पर स्थापित किया जाता है, जिसे किसी दिए गए व्यास पर खराब किया जा सकता है - एक ड्राइव, एक युग्मन, एक अखरोट। यदि नमूना आसानी से पूरे क्षेत्र से गुजर गया, तो कार्य को समाप्त माना जा सकता है।
बाहरी धागों को काटने का एक और उपकरण है - क्लुप। वह बहुत पहले से बाजार में नहीं है, और सभी ताला बनाने वाले, अनुभव के साथ भी, उसके साथ काम करने का दावा नहीं कर सकते। डिवाइस काफी सरल है।

आधार एक प्रसिद्ध प्लेट से लिया गया है। लेकिन काटने वाले किनारे प्लग-इन हैं। वास्तव में, यह एक विधानसभा है, जबकि लेरका एक अखंड उत्पाद है। Klupps को मैनुअल नमूनों में विभाजित किया गया है और विद्युत मॉडल. इसलिए घरेलू परिस्थितियों में उत्पादकता बढ़ाने के लिए मशीन को खरीदना (किराए पर) नहीं लेना पड़ेगा। क्लुप्स की कीमत 479 रूबल से है। वे सेट में भी बेचे जाते हैं, इसलिए एक विकल्प है।

किट की लागत 14,570 रूबल (मैकेनिकल) और 32,800 रूबल (इलेक्ट्रिक) से है। निर्माता विनिमेय कटर के साथ नमूने भी प्रदान करते हैं, जो उन्हें उपयोग करने के लिए अधिक सुविधाजनक बनाता है (798 रूबल / टुकड़ा से)। ऐसे उत्पाद हैं जिनके लिए किसी धारक की आवश्यकता नहीं है। वे एक ओपन-एंड (गैस) रिंच के साथ आसानी से घुमाए जाते हैं।

आंतरिक धागा
नल। जैसा कि मर जाता है, प्रत्येक व्यास का अपना उपकरण होता है।
मूल्य - 412 रूबल से।
नल धारक।उद्देश्य स्पष्ट है। इस्तेमाल किया जाने वाला दूसरा नाम कॉलर है। मूल्य - 170 रूबल से।

- अंत ट्रिमिंग और सफाई (लेकिन इस मामले में - पाइप के अंदर से)।
- कार्य क्षेत्र का स्नेहन।
- प्राथमिक और माध्यमिक थ्रेडिंग।
- एक उपयुक्त पेंच में पेंच लगाकर गुणवत्ता की जाँच करें।

समग्र सामग्री पर थ्रेडिंग की विशेषताएं
यह मुख्य रूप से शीसे रेशा पाइपों पर लागू होता है, क्योंकि पीपी, पीई, धातु-प्लास्टिक से बने उत्पाद पूरी तरह से अलग तरीके से जुड़े होते हैं। एक उपकरण के साथ थ्रेडिंग की तकनीक धातु उत्पादों पर किए गए समान ऑपरेशन से कुछ अलग है। इस तरह के कनेक्शन में उच्च शक्ति नहीं होती है, लेकिन फाइबरग्लास के लिए इसे मुख्य माना जाता है और इसका उपयोग यौगिक डालने, दबाने, प्रोफाइल बनाने और कई अन्य तरीकों की तुलना में अधिक बार किया जाता है।
धागा काटते समय किस बात का ध्यान रखा जाता है?
- शीसे रेशा सुदृढीकरण की योजना। इसके आधार पर, नमूना प्रसंस्करण की दिशा निर्धारित की जाती है।
- समग्र की कम तापीय चालकता। उपकरण के अति ताप से बचने के लिए, प्रभावी गर्मी अपव्यय सुनिश्चित करना आवश्यक है। ऐसी सामग्री के साथ काम करते समय एक विशेष तरल के साथ ठंडा करने की विधि उनमें से कई के बढ़ते नमी अवशोषण के कारण लागू नहीं होती है।
- कम धागा काटने की सटीकता। सबसे पहले, शीसे रेशा की लोच और इसकी विशिष्ट संरचना के कारण। यदि इस पैरामीटर की आवश्यकताएं अधिक हैं, तो एक अलग प्रसंस्करण विधि का चयन किया जाता है।
- सामग्री की स्तरित संरचना। यह काटने के उपकरण के बढ़ते पहनने के साथ विशेष रूप से स्पष्ट है। वैसे भी थ्रेडिंग के बाद वर्किंग एरिया को साफ किया जाता है।
- टीबी के लिए विशेष आवश्यकताएं। सबसे पहले - धूल के बढ़ते गठन के कारण।
अपने आप में, किसी भी धागे को काटने की तकनीक कुछ जटिल नहीं है। सभी क्रियाएं सरल हैं। सही पसंदउपकरण, क्रियाओं के एल्गोरिथ्म का अनुपालन और संसाधित हार्डवेयर की विशेषताओं को ध्यान में रखते हुए एक उत्कृष्ट परिणाम की गारंटी देता है।
शॉर्टकट http://bibt.ru
आंतरिक और बाहरी धागे काटने के लिए उपकरण। नल। मर जाता है।
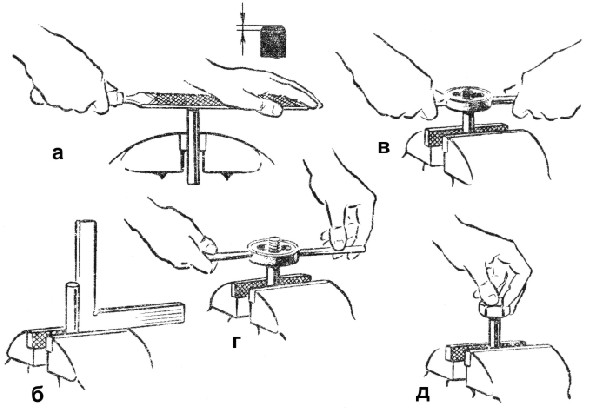
आंतरिक धागे एक नल (चित्र 36, ए), और बाहरी धागे - गोल मरने (छवि 36, सी, डी) के साथ काटे जाते हैं।
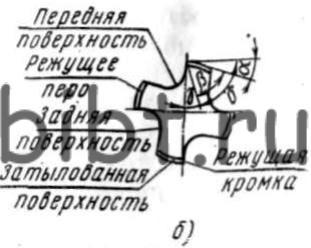
चावल। 36. थ्रेडिंग टूल्स:
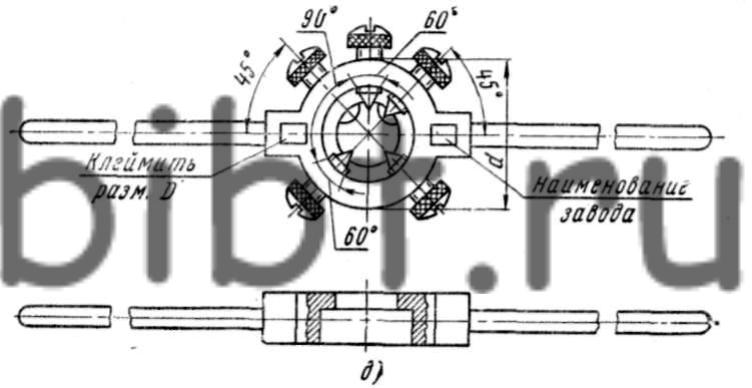
ए - नल और उसके तत्व, बी - नल के तेज कोण: α - पीछे, γ - सामने, β - अंक, δ - काटने का कोण, सी - ठोस गोल मरना, डी - विभाजन मरना, डी - गोल मरने के लिए रिंच
टीएपीएससीधे या पेचदार खांचे के साथ एक पेंच के रूप में बनाया गया। खांचे काटने वाले किनारों का निर्माण करते हैं। नल में एक काम करने वाला हिस्सा और एक टांग होती है। टांग के अंत में चक या कॉलर में नल को ठीक करने के लिए एक वर्ग होता है। नल के काम करने वाले हिस्से में सेवन (शंक्वाकार) और अंशांकन भाग होते हैं। अंतर्ग्रहण भाग धागे को काटता है, अंशांकन भाग काटने का मार्गदर्शन करने और थ्रेडेड छेद को साफ और कैलिब्रेट करने का कार्य करता है।
मैनुअल थ्रेड्स को दो या तीन टैप वाले सेट के साथ काटा जाता है: रफ, मीडियम और फाइन। पहले मोटे और फिर - मध्यम में काटें। फ़ाइन टैप का इस्तेमाल फ़ाइनल थ्रेडिंग और साइज़िंग के लिए किया जाता है। नल टांग पर खांचे की संख्या से पहचाने जाते हैं।
मैनुअल नल के अलावा, मशीन के नल होते हैं जो उनके काम करने वाले हिस्से के आकार में मैनुअल नल से भिन्न होते हैं।
नल दाएं और बाएं धागे के साथ आते हैं। दाहिने हाथ के धागे को काटते समय नल को दक्षिणावर्त घुमाया जाता है, और बाएं हाथ के धागे को काटते समय यह वामावर्त होता है।
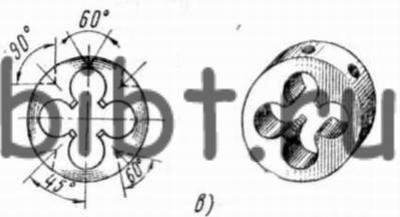
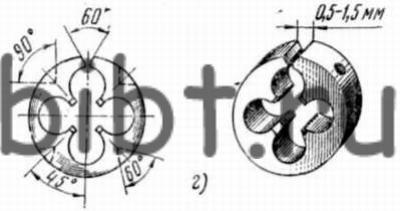
मर जाता है(अंजीर देखें। 36, सी) का उपयोग मैन्युअल और मशीन दोनों में थ्रेडिंग करते समय किया जाता है। डाई में एक स्लॉट होता है, जिसके लिए इसे विनियमित किया जाता है, अर्थात, थ्रेड व्यास को 0.1-0.25 मिमी के भीतर थोड़ा बढ़ाया या घटाया जाता है। प्लेट को घुंडी के तीन शिकंजे के साथ समायोजित किया जाता है (चित्र 36, डी देखें): एक स्लॉट में प्रवेश करता है और जब खराब हो जाता है, तो प्लेट को थोड़ा विस्तारित कर सकता है, और अन्य दो इसे संपीड़ित कर सकते हैं।
बाहरी धागे काटने के लिएएक विशेष उपकरण का उपयोग किया जाता है - मर जाता है। मौलिक रूप से, उनके काटने के उपकरण का डिज़ाइन आंतरिक धागों को काटने के लिए एक नल के डिज़ाइन के समान है। हालाँकि, यदि नल एक पेंच है जिसके साथ खांचे काटे गए हैं, तो डाई कटे हुए खांचे वाला एक नट है जो उपकरण के काटने वाले किनारों को बनाता है।
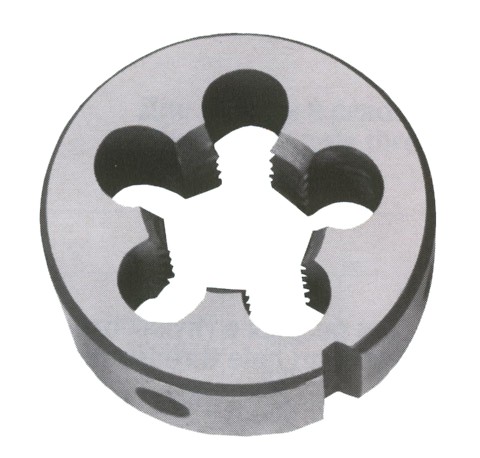
मर जाता है और छिप जाता है
मरने का काम करने वाला हिस्सा(चित्र 3.94) में दो भाग होते हैं - सेवन और अंशांकन। सेवन भाग 40 ... 60 ° के कोण के साथ शंक्वाकार है, यह मरने के दोनों किनारों पर स्थित है, और इसकी लंबाई 1.5 ... 2 मोड़ है। अंशांकन भाग में आमतौर पर 3 ... 5 मोड़ होते हैं।
जब ताला (मैनुअल) बाहरी धागे काटता है विभिन्न डिजाइनों के सांचों का उपयोग किया जाता है: गोल, जिन्हें कभी-कभी लेहर कहा जाता है, पाइप काटने के लिए स्लाइडिंग (क्लुप्स) और विशेष।
गोल मर जाता है (लर्क)(अंजीर देखें। 3.94) थ्रेडिंग के दौरान किनारों को काटने और चिप को हटाने के लिए कई खांचे के साथ एक थ्रेडेड रिंग है। गोल डाई को ठोस और विभाजित, लोचदार बनाया जाता है। मरने की मदद से छड़ पर धागे को विशेष खरादों का उपयोग करके मैन्युअल रूप से नॉब्स या ड्रिलिंग और टर्निंग मशीनों का उपयोग करके काटा जाता है। स्प्लिट मर जाता है, उनके वसंत गुणों के कारण, आप औसत थ्रेड व्यास के मान को समायोजित करने की अनुमति देते हैं।
लर्क बनाते हैंग्रेड 9XC और HVSG या हाई-स्पीड स्टील के टूल अलॉय स्टील्स से।
स्क्वायर (स्लाइडिंग) मर जाते हैं(अंजीर। 3.9 5) में दो हिस्सों होते हैं, जो हैंडल के साथ एक विशेष फ्रेम में तय किए जाते हैं - क्लुप्पे, जिनमें से कोणीय प्रोट्रूशियंस क्रमशः मरने के खांचे में प्रवेश करते हैं, इसके हिस्सों को पकड़ते हैं। डाई को आवश्यक औसत थ्रेड व्यास में सेट करने के लिए मरने वाले हिस्सों में से एक को स्थानांतरित किया जा सकता है। प्लेट को शिकंजा के साथ तय किया गया है। वर्तमान में, ऐसे डाई का उपयोग करके थ्रेडिंग बहुत दुर्लभ है, क्योंकि वे पर्याप्त थ्रेडिंग सटीकता प्रदान नहीं करते हैं।
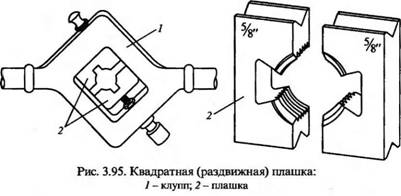
प्लेट को शिकंजा के साथ तय किया गया है। वर्तमान में, ऐसे डाई का उपयोग करके थ्रेडिंग बहुत दुर्लभ है, क्योंकि वे पर्याप्त थ्रेडिंग सटीकता प्रदान नहीं करते हैं।
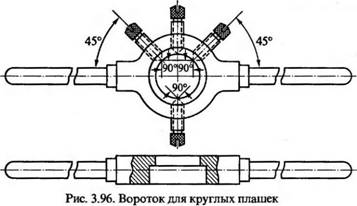
राउंड डाइस के लिए कॉलर (चित्र 3.96) एक अवकाश के साथ एक गोल फ्रेम है, जिसके छेद में एक राउंड डाई रखा जाता है। छेद में डाई को तीन लॉकिंग स्क्रू के माध्यम से मोड़ने से रखा जाता है, जिसके शंक्वाकार टांगें डाई के शरीर के जेनरेट्रिक्स पर बने खांचे में प्रवेश करती हैं। चौथा पेंच आपको औसत थ्रेड व्यास को समायोजित करने की अनुमति देता है।
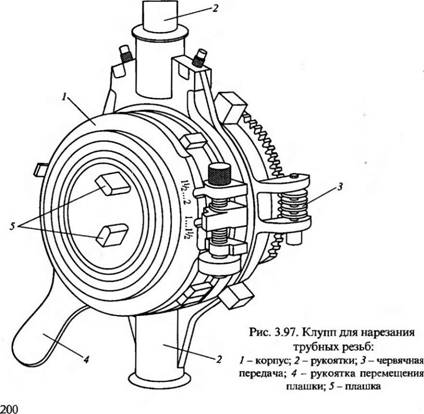
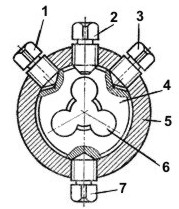
बाहरी पाइप धागे काटने के लिए उपकरण और प्रक्रिया (चित्र 3.97)। ज्यादातर, पाइपों पर बाहरी धागे स्लाइडिंग डाई का उपयोग करके काटे जाते हैं। Klupp 1/2 ...% इंच, 1 ... 1 '/4 इंच और 1'/2 ..2 इंच के व्यास के साथ पाइप थ्रेड काटने के लिए मरने के सेट से लैस है और इस तरह से डिज़ाइन किया गया है वह चार मरता है 5 उसके शरीर में घूम रहा है 1 एक साथ केंद्र या उससे दूर जा सकता है। डाई का संचलन डाई के एक विशेष रोटरी उपकरण द्वारा प्रदान किया जाता है - एक फेसप्लेट, हैंडल 4 द्वारा संचालित। काटे जा रहे धागे के आकार के लिए डाई की सटीक सेटिंग, बॉडी पर डायल के अनुसार की जाती है। डाई, और इंस्टॉलेशन मूवमेंट वर्म गियर 3 का उपयोग करके होते हैं। मरने को दिए गए थ्रेड आकार में स्थापित करने के बाद, वे एक विशेष स्टॉप - "डॉग्स" को दबाकर स्थिति तय करते हैं। थ्रेडिंग के बाद, स्क्रू डाई को मशीनी वर्कपीस से खराब नहीं किया जाता है, लेकिन स्क्रू डाई के हैंडल 4 को मोड़कर अलग कर दिया जाता है और मशीन वर्कपीस से हटा दिया जाता है। कटिंग डाई के अलावा, स्क्रू डाई में तीन गाइड डाई (चिकनी, बिना धागे के) होते हैं। वे प्रसंस्करण के दौरान पाइप पर मरने की स्थिर स्थिति प्रदान करते हैं; गियर वर्म स्क्रू 3 को घुमाकर उनकी स्थापना की जाती है। एक इंच या उससे कम व्यास वाले पाइपों पर, थ्रेड्स को विशेष गोल पाइप के साथ मैन्युअल रूप से काटा जाता है।
पाइप पर धागे काटते समयपाइपलाइन में उनके कनेक्शन की प्रकृति को ध्यान में रखा जाना चाहिए। स्थायी पाइप कनेक्शन के लिए थ्रेडिंग करते समय, पाइप के थ्रेडेड हिस्से की लंबाई युग्मन की लंबाई का 1/2 होना चाहिए, माइनस थ्रेड की लंबाई प्रति 1 ... 1.5 थ्रेड बदल जाती है। बंधनेवाला पाइप कनेक्शन ("स्पर पर") के लिए थ्रेडिंग करते समय, एक पाइप पर एक धागा काटा जाता है, जैसे कि एक-टुकड़ा कनेक्शन के लिए, और पाइप के दूसरे छोर पर, थ्रेडेड भाग की लंबाई का योग होना चाहिए युग्मन की लंबाई, लॉकनट माइनस 1 ... दिए गए थ्रेड्स के लिए मोड़ की लंबाई का 1.5।
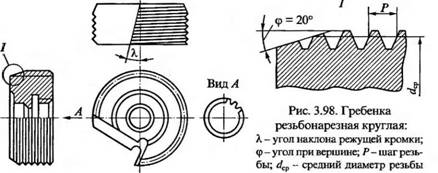
(अंजीर। 3.98) विशेष चक का उपयोग करके धातु काटने वाली मशीनों (टर्निंग और ड्रिलिंग) पर पाइप के धागे काटने के लिए उपयोग किया जाता है। कंघी का उत्पादन चार टुकड़ों के सेट में किया जाता है; सेट के प्रत्येक कंघी का धागा थ्रेड पिच के 1/4 द्वारा पिछले एक के सापेक्ष ऑफसेट होता है।
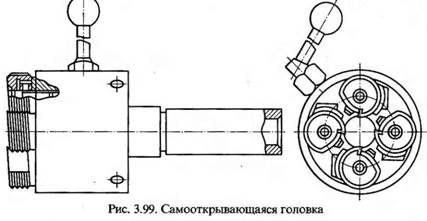
कंघी के साथ थ्रेडिंग के लिए, विशेष सेल्फ-ओपनिंग स्क्रू-कटिंग हेड्स डिज़ाइन किए गए हैं (चित्र। 3.99), जिसमें सेट के सभी चार हेड्स लगाए गए हैं।
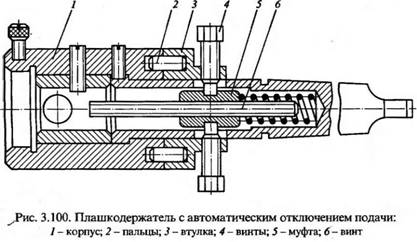
ड्रिलिंग और टर्निंग मशीनों पर बाहरी धागे काटते समय, एक विशेष उपकरण का उपयोग किया जाता है - फीड के स्वत: बंद होने के साथ एक टैश होल्डर (चित्र। 3.100)। डिवाइस में एक टांग होती है, जिस पर पिन के साथ एक झाड़ी होती है जिसे 2 में दबाया जाता है। शिकंजा 4 को झाड़ी में खराब कर दिया जाता है, जिसके सिरे युग्मन के छेद में प्रवेश कर सकते हैं। युग्मन के अंदर एक समायोजन पेंच 6 रखा जाता है। धुरी बोर बेधन यंत्र, या टेलस्टॉक क्विल होल में खराद. प्रोसेसिंग के दौरान, प्रोसेस्ड रॉड का सिरा डाई से बाहर आता है और स्क्रू 6 के सिरे से सटा होता है, जिससे यह शैंक के अंदर चला जाता है। एक क्लच 5 स्क्रू पर खराब हो जाता है, जो स्क्रू बी के साथ मिलकर स्प्रिंग को संकुचित करता है। शिकंजा 4 के माध्यम से क्लच 5 की गति को आस्तीन 3 में प्रेषित किया जाता है, जो साथ चलता है बाहरी सतहतब तक टांगें जब तक कि अंगुलियां 2 शरीर के छिद्रों से बाहर न आ जाएं। जिस समय उंगलियां 2 शरीर 1 को छोड़ती हैं, वह उसमें स्थापित प्लेट के साथ घूमना शुरू कर देती है। मशीन के रोटेशन को उल्टा करके, वे काटने वाले क्षेत्र से मरने को हटाने की सुविधा प्रदान करते हैं। युग्मन से पेंच के फलाव को समायोजित करके, विभिन्न लंबाई के धागे काटे जा सकते हैं।
थ्रेडिंग के दौरान लुब्रिकेटिंग-कूलिंग तरल पदार्थ (शीतलक) उपकरण की कामकाजी परिस्थितियों को सुविधाजनक बनाने, मशीनी सतह की खुरदरापन को कम करने और इसके परिणामस्वरूप, थ्रेडिंग के दौरान प्राप्त धागे की गुणवत्ता में सुधार करने के लिए काम करते हैं। कूलेंट का चुनाव मशीनिंग की जा रही वर्कपीस की सामग्री पर निर्भर करता है। इसलिए, उदाहरण के लिए, स्टील (संरचनात्मक, उपकरण और मिश्र धातु) को ठंडा करने के लिए, कच्चा लोहा, तांबा और एल्यूमीनियम, एक पायस का सबसे अधिक उपयोग किया जाता है। इसके अलावा, कच्चा लोहा और एल्यूमीनियम को ठंडा करने के लिए मिट्टी के तेल का उपयोग किया जाता है।
तांबे, पीतल और कांसे में थ्रेडिंग बिना ठंडा किए की जा सकती है।
बाहरी धागा काटना
धागाका प्रतिनिधित्व करता है घूर्णन भागों पर गठित पेचदार नाली. यह व्यापक रूप से भागों को एक दूसरे से जोड़ने (बन्धन) और आंदोलन को प्रसारित करने के लिए उपयोग किया जाता है (उदाहरण के लिए, खराद या उपाध्यक्ष के प्रमुख पेंच में)।
थ्रेडेड कनेक्शन में उपयोग किया जाता है बोल्ट, हेयरपिनऔर शिकंजा. पेंच - एक बेलनाकार छड़ जिसके एक सिरे पर सिर होता है और दूसरे सिरे पर पिरोया जाता है (दाईं ओर आकृति देखें ए). बाल के लिये कांटा - एक बेलनाकार छड़ जिसके दोनों सिरों पर एक धागा होता है। स्टड के एक छोर को शामिल होने वाले भागों में से एक में खराब कर दिया जाता है, और जिस हिस्से को बांधा जाना है उसे दूसरे छोर पर स्थापित किया जाता है और अखरोट को खराब कर दिया जाता है ( बी). पेंच - जुड़े हुए हिस्सों में से एक में पेंच लगाने के लिए एक बेलनाकार छड़ और विभिन्न आकृतियों का एक सिर ( वी).
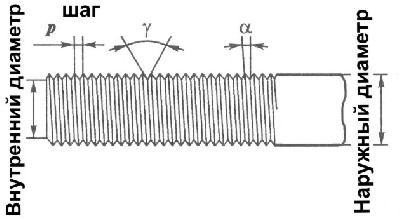
मूल धागा तत्व
: हेलिक्स कोण ए,
चूड़ीदार पेंच आर, प्रोफ़ाइल कोण पर, बाहरी और भीतरी व्यास(अंजीर। बाएं)। गंतव्य के आधार पर थ्रेडेड कनेक्शनआवेदन करना अलग - अलग प्रकारधागे

द्वारा घुमावों की दिशानक्काशी होती है सहीऔर बाएं(अंजीर। सही)। सबसे अधिक बार दाहिने धागे को काटें।
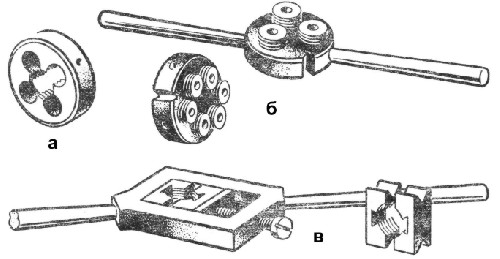
बाहरी बन्धन धागे काटने के लिए, एक विशेष उपकरण का उपयोग किया जाता है - मर जाता है. वे हैं गोल(अंजीर। छोड़ दिया ए), धागा रोलिंग(बी) और रपट(वी).
राउंड डाई (अंजीर। सही) कठोर स्टील नट के रूप में बनाया गया है। मरने वाले धागे को अनुदैर्ध्य छिद्रों के माध्यम से पार किया जाता है। एक कील और एक खांचे के रूप में गठित काटने वाले किनारों से वर्कपीस की कटाई और एक साथ चिप से बाहर निकलना सुनिश्चित होता है। रॉड के अंत (रिक्त) के लिए अंत पक्षों से मरने में बेहतर प्रवेश करने के लिए, इसके धागे की प्रोफाइल ऊंचाई कम होती है। यह तथाकथित बाड़ वाला हिस्सा है। 1 से 76 मिमी के व्यास के साथ मीट्रिक धागे काटने के लिए मानक के अनुसार गोल मर जाते हैं। उन्हें घोंसलों में रखा जाता है मर धारक और एक स्क्रूड्राइवर के लिए स्लॉट के साथ स्टड (या बोल्ट) के साथ वहां तय किया गया।
मरना 4 (अंजीर। बाएं) के साथ विशेष कटआउट 6 में बांधा मर धारक 5 या में क्रैंकइसके आकार और परिचालन स्थितियों के आधार पर तीन या चार पेंच। एक या दो पेंच 7 सुरक्षित करने के लिए सेवा करें शिकंजा 1 और 3 - जम्पर के माध्यम से काटने के बाद इसके आकार को समायोजित करते समय मरने को ठीक करने और संपीड़ित करने के लिए। प्लेट के साथ अशुद्ध है शिकंजा 2 .
यदि थ्रेड रोलिंग डाई (चावल। बीऊपर) स्थापित रोलिंग पिरोया समायोज्य रोलर्स. वर्कपीस की धातु कटी नहीं है, बल्कि एक्सट्रूडेड है। इसके कारण, धागे की सतह साफ होती है, और धागा ही बेहतर और अधिक सटीक होता है।
 स्लाइडिंग प्रिज्मीय मर जाता है
(चावल। वीऊपर) में दो फिसलने और वापस लेने वाली आधी प्लेटें होती हैं।
स्लाइडिंग प्रिज्मीय मर जाता है
(चावल। वीऊपर) में दो फिसलने और वापस लेने वाली आधी प्लेटें होती हैं।
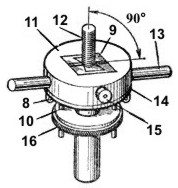
विशेष रुचि एक अतिरिक्त गाइड रिंग के साथ मरने (दाईं ओर अंजीर) को स्थापित करने और बन्धन के लिए एक घुंडी है 16
जो बेलनाकार वर्कपीस पर दिशा बनाए रखने में मदद करता है 12
(रॉड, मोल्ड पुशर और स्क्रू, डाई पुलर)। पारंपरिक कॉलर में एक अतिरिक्त उपकरण का उपयोग किया जा सकता है।
पिंजरे के भीतरी भाग में 1
घुंडी में एक मशीनी चौकोर खिड़की होती है जिसमें सम्मिलित प्रिज्मीय मर जाता है। पिंजरे के किनारे पर एक पेंच लगा होता है 15
, मर जाता है 9
ऑपरेशन के दौरान, और क्लिप के किनारों से शरीर में 11
दो हैंडल खराब कर दिए 13
हाथ की पकड़ के लिए। पिंजरे के तल पर एक वॉशर स्थापित है 14
शिकंजा के साथ तय 8
, और दो गाइड पिन 10
जिसके साथ रिंग चलती है 16
.
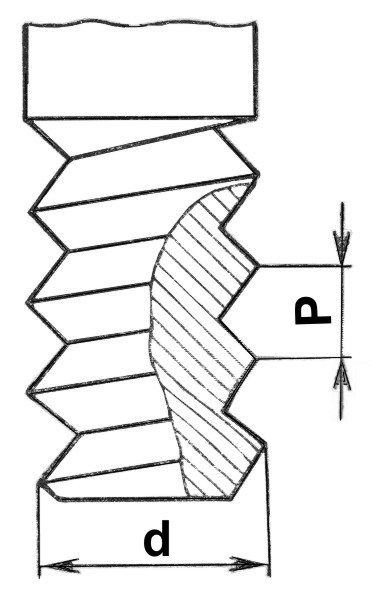
एक छड़ पर एक डाई के साथ एक धागे को काटने के लिए, आपको पहले पता लगाना होगा धागा बाहरी व्यास डीऔर वह कदम आर(अंजीर देखें। बाईं ओर)। इन आंकड़ों को प्लेट पर दर्शाया गया है। फिर, तालिका के अनुसार (नीचे दी गई तालिका देखें), इस धागे के लिए रॉड का व्यास निर्धारित करें और वर्कपीस का चयन करें।
| पेंच का व्यास | कदम(आर ) | रॉड व्यास | |
| कम से कम | विशालतम | ||
| एम 5 | 0,75 | 4,8 | 4,8 |
| एम 6 | 1 | 5,8 | 5,8 |
| एम 8 | 1,25 | 7,8 | 7,9 |
| एम 10 | 1,5 | 9,75 | 9,85 |
| एम 12 | 1,75 | 11,76 | 11,88 |
उसी समय, यह ध्यान में रखा जाना चाहिए कि जब एक धागा काटा जाता है, तो धातु, विशेष रूप से तांबा, हल्का स्टील, "खिंचाव" होता है। इसके परिणामस्वरूप, रॉड का व्यास थोड़ा बढ़ जाता है और डाई की थ्रेडेड सतह पर दबाव बढ़ जाता है। यह गर्म हो जाता है, चिप्स काटने वाले किनारों से चिपक जाते हैं, और धागा "फटा हुआ" हो जाता है। यह सब इसकी गुणवत्ता को कम करता है। इसीलिए धागे के आकार के आधार पर रॉड का व्यास धागे के बाहरी व्यास से 0.1 ... 0.3 मिमी कम होना चाहिए. यदि रॉड का व्यास थ्रेड के बाहरी व्यास के 0.4 ... 0.5 मिमी से कम है, तो थ्रेड प्रोफाइल अधूरा है।
 चयनित वर्कपीस को मार्कअप के अनुसार सीधा, चिह्नित, कट ऑफ किया जाना चाहिए और इसे वाइस में फिक्स करना चाहिए, एक फाइल के साथ चम्फर (दाईं ओर अंजीर। ए) ताकि डाई का सेवन भाग धातु को अधिक आसानी से पकड़ ले। डाई की गुणवत्ता को बाहरी निरीक्षण द्वारा और इसे एक बोल्ट या स्टड पर एक अक्षुण्ण धागे से पेंच करके जांचना चाहिए। सॉकेट में इसकी संभावित विकृति और फिसलन को बाहर करने के लिए डाई होल्डर में डाई को बन्धन की गुणवत्ता की सावधानीपूर्वक जांच करना भी आवश्यक है।
चयनित वर्कपीस को मार्कअप के अनुसार सीधा, चिह्नित, कट ऑफ किया जाना चाहिए और इसे वाइस में फिक्स करना चाहिए, एक फाइल के साथ चम्फर (दाईं ओर अंजीर। ए) ताकि डाई का सेवन भाग धातु को अधिक आसानी से पकड़ ले। डाई की गुणवत्ता को बाहरी निरीक्षण द्वारा और इसे एक बोल्ट या स्टड पर एक अक्षुण्ण धागे से पेंच करके जांचना चाहिए। सॉकेट में इसकी संभावित विकृति और फिसलन को बाहर करने के लिए डाई होल्डर में डाई को बन्धन की गुणवत्ता की सावधानीपूर्वक जांच करना भी आवश्यक है।
थ्रेडिंग से पहले, इसकी लंबाई को रॉड पर चिह्नित किया जाता है, रॉड को एक वाइस में तय किया जाता है ताकि जबड़े के ऊपरी तल के ऊपर फैला हुआ सिरा कटे हुए हिस्से से 20 ... 25 मिमी बड़ा हो। छड़ को जबड़े के ऊपरी तल पर 90 ° के कोण पर वर्ग के साथ रखा जाता है (चित्र। बी). डाई होल्डर में लगे डाई को रॉड के ऊपरी सिरे पर रखा जाता है और डाई को तिरछा न होने देने के लिए हल्के दबाव के साथ इसे घुमाया जाता है (चित्र 3.1)। वी). धागे के 1-2 धागे काटने के बाद, डाई और रॉड के रोटेशन के अक्षों के संयोग को फिर से जांचा जाता है।
इसके बाद रॉड के थ्रेडेड हिस्से को तेल से चिकना करें, डाई को काटना और डाई को घुमाना, समान रूप से डाई होल्डर के दोनों हैंडल को दबाना (चित्र। जी). घुमाव पारस्परिक होना चाहिए: एक या दो मोड़ दाईं ओर और आधा मोड़ बाईं ओर।इस मामले में, चिप टूट जाती है, अनुदैर्ध्य छेद से बाहर निकल जाती है। यह थ्रेडिंग को आसान बनाता है और थ्रेड की गुणवत्ता में सुधार करता है। 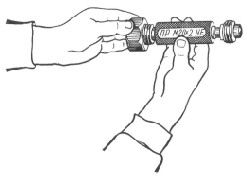
उत्पादन स्थितियों के तहत कटे हुए धागे की गुणवत्ता की जाँच की जाती है थ्रेड माइक्रोमीटर, थ्रेड गेज-अंगूठियां और पेंच प्लग(अंजीर देखें। बाईं ओर)। स्कूल की स्थितियों में, थ्रेड को नट्स के साथ जांचने की अनुमति है।
काम खत्म करने के बाद, डाई होल्डर से डाई को हटा दिया जाता है, चिप्स से ब्रश से अच्छी तरह साफ किया जाता है, चीर से पोंछा जाता है और तेल से चिकना किया जाता है।
पासे से थ्रेडिंग लेथ पर भी की जा सकती है।
धागे काटते समय, डाई को डाई होल्डर में सुरक्षित रूप से लगाया जाना चाहिए।
काम करते समय सावधान रहें कि आपका हाथ डाई होल्डर हैंडल और सपोर्ट के बीच न जाए।
चिकना करने के लिए ब्रश या तेल का प्रयोग करें।
चिप्स को डाई से न उड़ाएं, बल्कि स्वीपिंग ब्रश का उपयोग करें।
तेल को कपड़ों या हाथों के संपर्क में न आने दें।
कारखानों में कठोर पेंचों का उपयोग किया जाता है, जिन्हें जोड़ने के लिए दो या दो से अधिक शीट धातु भागों में छिद्रित छेदों के माध्यम से संचालित किया जाता है। पेंच, छेद में धागे काटने, इन भागों को जोड़ते हैं। थ्रेडेड कनेक्शन का यह तरीका किफायती है और असेंबली प्रक्रिया को गति देता है। कई उद्यम अब कठोर उपयोग करते हैं स्वयं बाहर निकालनास्टील और कच्चा लोहा भागों के लिए स्क्रू जिनकी कठोरता स्क्रू से कम होती है।
छोटे व्यास के बोल्ट और स्टड पर धागे बनाए जाते हैं स्वचालित खरादसाथ ही बोल्ट के निर्माण के साथ। स्क्रू और बोल्ट भी तीव्र गति से मंथनप्रेस पर।
बड़े पैमाने पर उत्पादन में व्यापक बाहरी धागा रोलिंग. रोलर्स के बीच से गुजरने के बाद रॉड पर एक धागा बनता है। कुछ थ्रेडर रोलर्स के बजाय कार्बाइड आवेषण का उपयोग करते हैं।
सामग्री में महारत हासिल करने के लिए आवश्यक मुख्य नियम और अवधारणाएँ नीचे वर्णित हैं।
धागे के मुख्य तत्व:
बाहरी धागा व्यास- यह एक काल्पनिक बेलन का व्यास है, जिसकी सतह बाहरी धागे के शीर्ष और आंतरिक धागे के गर्त से मेल खाती है।
धागा भीतरी व्यास- सिलेंडर का व्यास, जिसकी सतह आंतरिक धागे के शीर्ष और बाहरी धागे के गर्त के साथ मेल खाती है।
औसत धागा व्यास- एक धागे के साथ एक काल्पनिक समाक्षीय सिलेंडर का व्यास, जिसका जेनरेट्रिक्स थ्रेड प्रोफाइल को उस बिंदु पर काटता है जहां नाली की चौड़ाई थ्रेड पिच के आधे के बराबर होती है।
प्रोफ़ाइल कोण- अक्षीय खंड में मापा गया प्रोफ़ाइल के किनारों के बीच का कोण।
प्रोफ़ाइल शीर्ष- फलाव के किनारों को जोड़ने वाले प्रोफ़ाइल का खंड।
प्रोफ़ाइल गुहा- खांचे के किनारों को जोड़ने वाले प्रोफ़ाइल का खंड।
थ्रेड पिच - थ्रेड एक्सिस के समानांतर दिशा में एक ही नाम के आसन्न प्रोफाइल फ्लैंक्स के बीच की दूरी।
धागा कोण- धागे के औसत व्यास पर पड़े बिंदु पर हेलिक्स के स्पर्शरेखा द्वारा गठित कोण, और धागे की धुरी के लंबवत विमान।
प्रोफ़ाइल कोण- तार के किनारों के बीच का कोण, धागे की धुरी से गुजरने वाले विमान में मापा जाता है।
थ्रेड सिस्टम।
निम्नलिखित धागे उद्योग में उपयोग किए जाते हैं:
मीट्रिक धागा- एक त्रिकोणीय प्रोफ़ाइल है और मुख्य रूप से भागों को एक दूसरे से जोड़ने के लिए कार्य करता है।
मीट्रिक थ्रेड्स को दो समूहों में विभाजित किया गया है: मीट्रिक धागाएक बड़े कदम के साथऔर ठीक पिच मीट्रिक धागाव्यास 0.25-600 मिमी के लिए।
पाइप टेपर धागा- बेलनाकार के समान उद्देश्य है। शंक्वाकार पाइप थ्रेड्स के विरूपण से कनेक्शन की आवश्यक जकड़न प्राप्त की जाती है।
शंक्वाकार इंच धागा 60 डिग्री के प्रोफ़ाइल कोण के साथ। शंक्वाकार इंच के धागे का उपयोग तंग कनेक्शन प्राप्त करने के लिए किया जाता है।
इंच धागा
- बोल्ट, स्क्रू और स्टड के साथ मशीन के पुर्जों को फिक्स करने के लिए उपयोग किया जाता है।
ट्रेपेज़ॉइडल धागे- मुख्य रूप से मशीन टूल्स और अन्य पावर ट्रांसमिशन के लीड स्क्रू के लिए उपयोग किया जाता है।
ट्रेपेज़ॉइडल धागेमें विभाजित बड़ा, सामान्य और छोटा.
थ्रस्ट थ्रेड्स- बड़े, सामान्य और छोटे - मुख्य रूप से एकतरफा अभिनय भार के साथ चलने और कार्गो (बड़े भार के साथ) प्रोपेलर के लिए उपयोग किए जाते हैं। दुर्लभ मामलों में, उन्हें फास्टनरों के रूप में उपयोग किया जाता है।
आयताकार धागा- कार्गो और लीड स्क्रू के लिए उपयोग किया जाता है। धागे का निर्माण करना मुश्किल है और इसके नुकसान हैं जो इसके उपयोग को सीमित करते हैं।
पाइप धागा बेलनाकार- बेलनाकार पाइप धागे का उपयोग खोखले पतली दीवारों वाले हिस्सों के कनेक्शन में किया जाता है, जब कनेक्शन विशेष रूप से तंग होना चाहिए।
मॉड्यूलर धागा- कृमि के लिए उपयोग किया जाता है।
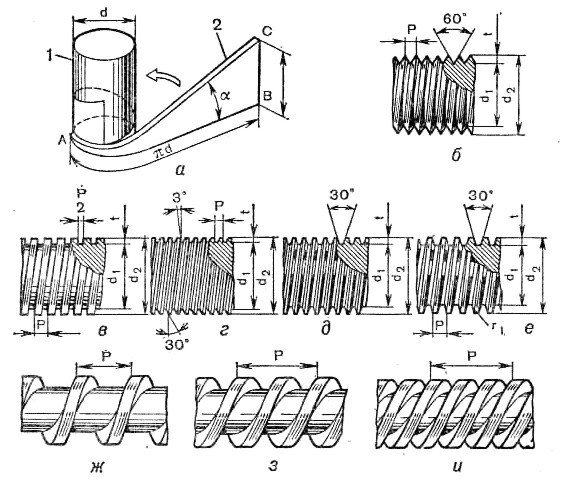
हेलिक्स लाइनों की योजना: ए- हेलिक्स का विकास; बी- बेलनाकार त्रिकोणीय धागा; वी- बेलनाकार वर्ग धागा; जी- बेलनाकार आयताकार धागा; डी- बेलनाकार
ट्रैपोज़ाइडल धागा; इ- बेलनाकार गोल धागा; और- एकल धागा; एच- दो-शुरू धागा; और - तीन-शुरू धागा।

थ्रेड पिच का पता लगाने के लिए, विशेष गेज का उपयोग किया जाता है (दाईं ओर की आकृति देखें)।