GOST pre bezšvíkové rúry valcované za tepla
- GOST 8732-78 Oceľové bezšvíkové rúry tvárnené za tepla.
- GOST 550-75 Oceľové bezšvíkové rúry pre rafináciu ropy a petrochemický priemysel.
- GOST 9940-81 Bezšvíkové rúry opracované za tepla z nehrdzavejúcej ocele.
- GOST 23270-89 Rúrkové polotovary na obrábanie.
- GOST 30564-98 Bezšvíkové rúry opracované za tepla z uhlíkových a legovaných ocelí so špeciálnymi vlastnosťami.
GOST pre bezšvíkové rúry valcované za studena
- GOST 8734-75 Oceľové bezšvíkové rúry tvarované za studena
- GOST 9941-81 Bezšvíkové rúry deformované za studena a tepla vyrobené z nehrdzavejúcej ocele
- GOST 10498-82 Extra tenkostenné bezšvíkové rúry vyrobené z nehrdzavejúcej ocele
- GOST 14162-79 Oceľové rúry malých rozmerov (kapilárne)
- GOST 19277-73 Oceľové bezšvíkové rúry pre palivové a ropovody
- GOST 9567-75 Presné oceľové rúry
- GOST 24030-80 Bezšvíkové rúry z nehrdzavejúcej ocele pre energetiku
- GOST 1060-83 Oceľové bezšvíkové rúry tvarované za studena pre stavbu lodí
- GOST 11017-80 Oceľové bezšvíkové rúry vysoký tlak
- GOST 21729-76 Konštrukčné rúry deformované za studena a tepla vyrobené z uhlíkových a legovaných ocelí
Národné normy pre oceľové rúry
Zoznam GOST pre oceľ potrubia
- GOST R ISO 3183-3-2007 Oceľové rúry pre potrubia. technické údaje. Časť 3. Požiadavky na rúry triedy C
- GOST R ISO 3183-2-2007 Oceľové rúry pre potrubia. Technické údaje. Časť 2. Požiadavky na rúry triedy B
- GOST R ISO 3183-2009 Oceľové rúry pre ropovody a plynovody. Všeobecné špecifikácie
- GOST R ISO 3183-1-2007 Oceľové rúry pre potrubia. Technické údaje. Časť 1. Požiadavky na rúry triedy A
- GOST R ISO 10543-99 Bezšvíkové a zvárané oceľové tlakové rúry ťahané za tepla. Metóda merania hrúbky ultrazvukom
- GOST R ISO 10332-99 Oceľové bezšvíkové a zvárané tlakové rúry (okrem rúr vyrobených zváraním pod tavivom). Ultrazvuková metóda kontrola kontinuity
- GOST R ISO 10124-99 Oceľové bezšvíkové a zvárané tlakové rúry (okrem rúr vyrobených zváraním pod tavivom). Ultrazvuková metóda na kontrolu delaminácie
- GOST 28548-90 Oceľové rúry. Pojmy a definície
- GOST 20295-85 Zvárané oceľové rúry pre hlavné plynovody a ropovody. technické údaje
- GOST 8734-75 Oceľové bezšvíkové rúry tvarované za studena. Sortiment
- GOST 8645-68 Oceľové obdĺžnikové rúry. Sortiment
- GOST 11017-80 Vysokotlakové bezšvíkové oceľové rúry. technické údaje
- GOST 10706-76 Pozdĺžne zvárané oceľové rúry. Technické požiadavky
- GOST 10704-91 Pozdĺžne zvárané oceľové rúry. Sortiment
- GOST 9567-75 Oceľové rúry presnosť. Sortiment
- GOST 8731-74 Oceľové bezšvíkové rúry tvárnené za tepla. Technické požiadavky
- GOST 8646-68 Oceľové rúry s dutými rebrami. Sortiment
- GOST 8644-68 Ploché oválne oceľové rúry. Sortiment
- GOST 8642-68 Oceľové oválne rúry. Sortiment
- GOST 8638-57 Oceľové rúry v tvare kvapky. Sortiment
- GOST 6856-54 Oceľové rúry zo špeciálnych profilov
- GOST 5654-76 Oceľové bezšvíkové rúry tvarované za tepla pre stavbu lodí. technické údaje
- GOST 8639-82 Oceľové štvorcové rúry. Sortiment
- GOST 8467-83 Oceľové vrtné rúry s vsuvkovým pripojením na prieskumné vŕtanie. technické údaje
- GOST 13663-86 Profilové oceľové rúry. Technické požiadavky
- GOST 30456-97 Výrobky z ocele. Valcované plechové a oceľové rúry. Metódy nárazového testu
- GOST 12132-66 Elektricky zvárané a bezšvíkové oceľové rúry pre motocyklový priemysel. technické údaje
- GOST 11249-80 Oceľové vinuté spájkované dvojvrstvové rúry. technické údaje
- GOST 10707-80 Oceľové rúry tvárnené za studena elektricky zvárané. technické údaje
- GOST 10692-80 Oceľové rúry, liatinové rúry a ich tvarovky. Prevzatie, označovanie, balenie, preprava a skladovanie
- GOST 8733-74 Oceľové bezšvíkové rúry tvarované za studena a za tepla. Technické požiadavky
- GOST 8732-78 Oceľové bezšvíkové rúry tvárnené za tepla. Sortiment
- GOST 8696-74 Elektricky zvárané oceľové rúry so špirálovým švom na všeobecné účely. technické údaje
- GOST 5005-82 Oceľové rúry tvarované za studena elektricky zvárané pre kardanové hriadele. technické údaje
- GOST 3262-75 Oceľové vodovodné a plynové potrubia. technické údaje
- GOST 1060-83 Oceľové bezšvíkové rúry tvarované za studena pre stavbu lodí. technické údaje
- GOST 550-75 Oceľové bezšvíkové rúry pre rafináciu ropy a petrochemický priemysel. technické údaje
- GOST 19277-73 Oceľové bezšvíkové rúry pre olejové a palivové potrubia. technické údaje
- GOST 10705-80 Elektricky zvárané oceľové rúry. technické údaje
- GOST 10692-2014 Oceľové rúry, liatinové rúry a ich tvarovky. Prevzatie, označovanie, balenie, preprava a skladovanie
Zoznam GOST pre meď a mosadz trubín
- GOST 617-2006 Medené a mosadzné okrúhle rúry na všeobecné účely. technické údaje
- GOST 21646-2003 Medené a mosadzné rúry pre výmenníky tepla. technické údaje
- GOST R 52318-2005 Okrúhle medené rúry na vodu a plyn. technické údaje
- GOST 16774-78 Medené rúry obdĺžnikového a štvorcového prierezu. technické údaje
- GOST 494-90 Mosadzné rúry. technické údaje
Potrubie - GOST pre každý typ potrubia
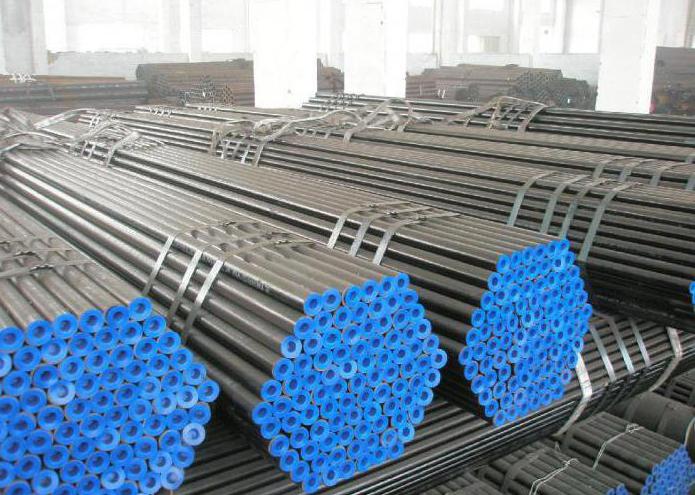
Špecialisti LLC "Lador Komplekt" vždy radi pokrývajú technické vlastnosti navrhované potrubie. Všimnite si, že tieto produkty majú širokú škálu aplikácií - vrátane tých, ktoré sa používajú ako plotové stĺpiky, na kladenie potrubí atď. Podľa spôsobu výroby sú oceľové rúry rozdelené do niekoľkých typov. Prvý typ je bezšvový Potrubie GOST 8732-78, GOST 8734-75, GOST 10796-76, GOST 20295-85 (vonkajší priemer potrubia 1-820 mm, špeciálny účel - 1420 mm). Druhým typom je rúra vyrobená z ingotov a potrubných polotovarov lisovaním alebo valcovaním.
Tretí typ - zváraný Potrubie GOST 3262-75, GOST 10705, GOST 10707, GOST 3262, GOST 8639, GOST 8645, GOST 8642 (vonkajší priemer rúr 8-1620 mm, špeciálne použitie - do 2500 mm a viac) z plechu a pásovej ocele s predtvarovaním. Tento typ potrubia je veľmi žiadaný.
Nie je to prvý rok, čo sa naša spoločnosť zúčastňuje na domácom trhu valcovania kovových rúrok a praktické skúsenosti získané počas tejto doby poskytujú značnú výhodu oproti mnohým podobným podnikom a organizáciám. Dynamický rozvoj a flexibilná firemná politika umožňujú optimálne uspokojiť želania zákazníkov, bez ohľadu na to, aké ťažké je vyriešiť úlohu a niekedy sú podmienky veľmi obmedzené.
Rýchlo a správne vám pomôžeme vyrobiť správna voľba pomôže vám radou. Pripomíname, že elektricky zvárané obdĺžnikové a štvorcové rúry GOST 13663-86 a okrúhle elektricky zvárané rúry, jej GOST 10705-91 (priemer od 10 do 530 mm) alebo okrúhle Potrubie GOST 10706-76 (priemer od 478 do 1420 mm). Štvrtým typom sú liate rúry (vonkajší priemer rúry 50-1000 mm) získané na strojoch na odlievanie rúr.
Akékoľvek stavebné výrobky sa vyrábajú za určitých podmienok a noriem. A hoci mnohé materiály podliehajú požiadavkám jediného GOST, oceľová kruhová rúra v závislosti od technológie jej výroby patrí k rôznym normám.
Aplikácia kruhových rúr
Hlavná oblasť použitia oceľové rúry je ich využitie ako potrubia určené na prepravu plynu a rôznych kvapalín, ktorými sú najčastejšie voda a ropné produkty. V závislosti od prepravovaného média môžu mať potrubia:- galvanizácia;
- antikorózna farba;
- polymérny povlak;
- ošetrenie izolačnými materiálmi.
Okrem toho je povrch rúr vystavený elektrickému spracovaniu alebo iným druhom ochrany. Najviac "bolestivé" pre oceľové rúry sú korózne procesy. Vonku sú vyvolané nadmernou vlhkosťou a zvnútra - vnútornou drsnosťou a tupými zvarmi. Korózia postupne začína rásť, čím sa znižuje priepustnosť a vypĺňa vnútorný priestor potrubia. Výsledkom sú praskliny a netesnosti, ktoré vedú k neplánovaným opravám a výmenám potrubí.
Ďalšou oblasťou použitia okrúhlych pozinkovaných rúr je nábytkársky priemysel. Majú široké využitie pri výrobe rámov a vnútorných výplní šatníkov či šatníkov. Tiež GOST pre okrúhle oceľové rúry umožňuje použitie materiálu pri montáži kovových konštrukcií alebo jednotlivých kovových výrobkov.

Rozdiely a vlastnosti oceľových rúr
Hlavná klasifikácia kruhových oceľových rúr sa vykonáva podľa spôsobu ich výroby:
- elektricky zvárané sa vyrábajú v dvoch typoch - rovné a špirálové;
- bezproblémový.
Majú tiež rozdiely v metódach valcovania:
- tvárnenie za studena;
- tvarovanie za tepla.
Elektricky zváraná kruhová oceľová rúra je vyrobená z oceľových pásov alebo plechu tvárnením, po ktorom nasleduje zváranie švu pozdĺž osi alebo v špirále. Proces zahŕňa použitie špeciálneho vybavenia. Rúry so špirálovým švom sú oveľa menej bežné ako rúry s rovným švom a získavajú sa tvarovaním pásu do špirály. V tomto prípade je spoj zváraný v súčasnom nepretržitom režime so špeciálnym švom. Pri výrobe výrobkov sa používajú dva typy zvárania:
- vysokofrekvenčný kontakt - pre potrubia od 10 do 530 mm;
- elektrický oblúk - od 428 do 1420 mm.

Vizuálne je šev pri vysokofrekvenčnom zváraní prakticky neviditeľný. Technológia zvárania elektrickým oblúkom umožňuje uloženie troch švov, čo zvyšuje pevnostné charakteristiky spoja. Najprv sa položí hlavný centrálny šev a potom sa spojenie zvarí z vonkajšej strany a vnútri Produkty.
Elektro zvárané rúry, ktorých priemer umožňuje vnútornú prácu, sú čistené (brúsené) zvnútra, odstraňujúce nerovnosti a zhrubnutia vzniknuté po zváraní. Ak nie je možné vykonať takúto prácu, vnútorný povrch zostane neošetrený.
Oceľové bezšvíkové rúry sa vyrábajú niekoľkými spôsobmi:
- lisovanie;
- kreslenie;
- kovanie;
- valcovanie;
- odstredivé liatie.
Tvarovanie za tepla sa vykonáva na špeciálnom zariadení. Obrobok sa v tomto prípade zahreje na teplotu rekryštalizácie. Táto metóda umožňuje získať výrobky s vysokou pevnosťou, ktoré sú schopné vydržať veľké zaťaženie vrátane vnútorného tlaku. Za studena tvarované okrúhle kovová rúrka dostane určené rozmery deformáciou za studena na zariadení určenom na tento proces.
Rozdiel medzi bezšvíkovými a elektricky zváranými rúrami je prítomnosť alebo neprítomnosť zvaru. Ich výrobné metódy majú značnú nepodobnosť technológií a v dôsledku toho sú odlišné technické údaje.

Výrobcovia vyrábajú niekoľko ďalších typov oceľových rúr:
- spájkovanie;
- s kovovým alebo nekovovým povlakom;
- so špeciálnym spracovaním - sústružené, brúsené, leštené.
Za najbežnejšie sa dnes považujú vodovodné a plynové potrubia (VPG) a elektricky zvárané pozdĺžne (ESW) potrubia. Sú široko používané v mestskej a prímestskej bytovej výstavbe pri výkone inžinierske siete. Sú lacnejšie ako bezšvíkové analógy vďaka jednoduchšej výrobnej technológii a použitiu bežných uhlíkových ocelí, najdostupnejších v metalurgii.
V závislosti od typu tvarovania sú pri výrobe rúr BSh rôzne regulačné dokumenty založené na:
- pre tvárnenie za tepla - GOST 8732-78 a GOST 8731-74;
- pre tvarované za studena - GOST 8734-75 a GOST 8733-74.
Každý z dokumentov uvádza, v akej forme by sa mala okrúhla oceľová rúra vyrábať, sortiment výrobkov, tolerancie, pravidlá pre inštaláciu, preberanie a skladovanie a oveľa viac.
GOST 8732-78 definuje rozmery vonkajších priemerov bezšvíkových rúr tvárnených za tepla v rozmedzí od 20 do 550 mm s hrúbkou steny 2,5 až 75 mm. Tabuľky tiež uvádzajú hmotnosť výrobkov v kilogramoch na bežný meter. V dokumente sa uvádza, že rúry vo vzťahu k dĺžke možno vyrábať:
- merané;
- viacrozmerný;
- nemerané;
- približná dĺžka na základe pokynov spotrebiteľa.
Typická dĺžka je 4-12,50 metra. Ale na žiadosť zákazníka sa toto pravidlo odchyľuje.
GOST 8731-74 označuje technické požiadavky pre bezšvíkové rúry tvarované za tepla. Nastavuje povolené:
- triedy ocele;
- medza klzu;
- dočasná odolnosť proti roztrhnutiu;
- relatívne rozšírenia.
Predpisy vyžadujú, aby bol povrch rúr bez trhlín a kazov, ale mierne preliačiny a stopy odizolovania sú povolené. Výrobky je možné rezať autogénnym alebo plazmovým rezaním, ale iba ak hrúbka steny dosiahne 20 mm alebo viac.
Pri hrúbke bezšvíkových oceľových rúrok do 20 mm sa odporúča rezať skosenie počas výrobného procesu pre pohodlie zvárania.

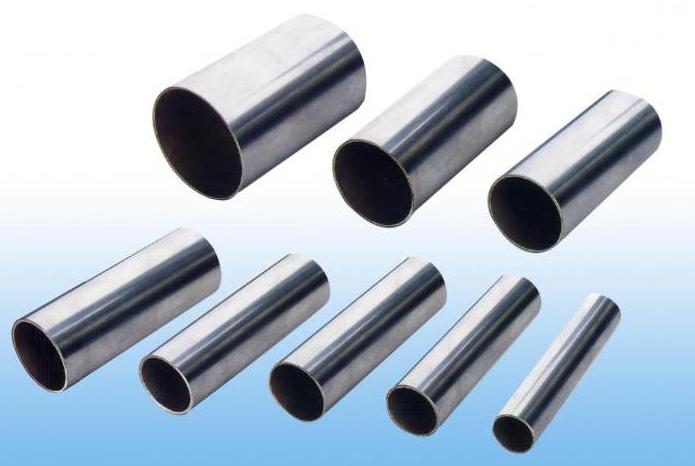
GOST 8734-75 definuje, aký sortiment môžu mať okrúhle oceľové rúry tvarované za studena. Ich nameraná dĺžka sa pohybuje medzi 4,5-9 metrami a nemeraná dĺžka môže byť 1,5-11,5 metra. Podľa hrúbky steny a priemeru sa delia na:
- pre extra tenkostenné - 0,3 ... 0,5 mm s priemerom 5-40 mm; 0,3 ... 1,0 mm s priemerom 42-170 mm; 0,3 ... 4 mm s priemerom 180-250 mm;
- pre tenkostenné - 0,6 ... 1,5 mm s priemerom 5-40 mm; 1,2 ... 3,2 mm s priemerom 42-170 mm; 4,5 ... 24mm s priemerom 180-250mm;
- pre hrubostenné - 1,6 ... 1,8 mm s priemerom 5-40 mm; 3,5…7mm s priemerom 42-170mm
- pre extra hrubostenné - 2,0 ... 24 mm s priemerom 5-40 mm; 7,5…24mm s priemerom 42-170mm
GOST 8733-74 upravuje technické požiadavky na rúry deformované za studena a tepla. To platí najmä pre materiál výroby.
Norma popisuje rovnaké charakteristiky ako v GOST 8731-74 týkajúce sa bezšvíkových rúr, ako aj pravidlá prijímania a skúšania.
Rozsah oceľových rúr so špirálovým švom je špecifikovaný v GOST 8696-74. Normy sa vzťahujú na potrubia na všeobecné použitie a nevzťahujú sa na ropovody, ako aj na hlavné plynovody. Ich vonkajší priemer je v rozmedzí 159-2520 mm a hrúbka steny je 3,5…25 mm.
Špirálové rúry sa vyrábajú v dĺžkach 10 a 12 metrov, ale normy umožňujú v extrémnych prípadoch výrobu krátkych výrobkov minimálne 6 metrov. GOST tiež definuje prijateľné ukazovatele:
- odchýlky;
- odsadenie okrajov;
- oválnosť;
- zakrivenie.
Ten istý dokument obsahuje technické charakteristiky produktov.

Elektricky zvárané rúry s rovným švom
Sortiment oceľových rúr tejto odrody je uvedený v GOST 10704-91. Náhodné výrobky sa vyrábajú s dĺžkou 2 ... 5 metrov. Meracie rúry môžu mať rozmery 5 ... 12 metrov. Zároveň je ich priemer 10-1420 mm s hrúbkou steny 1,0 ... 32 mm. Odchýlky a tolerancie sú v dokumente posudzované samostatne a dostatočne podrobne.
Technické charakteristiky oceľových rúr s rovným švom sú uvedené v dvoch regulačných dokumentoch:
- GOST 10705-80;
- GOST 10706-76.

Definujú:
- mechanické vlastnosti kovu;
- prítomnosť švíkov a správnosť ich umiestnenia;
- limitné odchýlky;
- prítomnosť defektov;
- proces a typy testov;
- akceptačné požiadavky.
Označovanie oceľových rúr
Každá oceľová rúra je označená v súlade s požiadavkami GOST 10692-80. Zdôrazňuje, že tomuto postupu sa podrobujú výrobky s priemerom väčším ako 159 mm. V tomto prípade by hrúbka steny nemala byť menšia ako 3,5 mm. Označenie sa vykonáva niekoľkými spôsobmi:
- pečiatka;
- elektrická ceruzka;
- elektrograf;
- branding;
- nezmazateľný náter ručne.
Menšie priemery rúr sú označené štítkami, najmä ak sú výrobky dodávané vo vreciach.

Na štítku musí byť uvedené:
- trieda ocele;
- Názov produktu;
- veľkosť potrubia;
- ochranná známka výrobcu.
Na bezšvíkových rúrach sa navyše aplikuje hrúbka steny a číslo šarže.
Balenie a doprava
Výrobky s priemerom do 159 mm sú zviazané alebo pevne zabalené v drevených nádobách alebo škatuliach. Viazanie sa vykonáva drôtom aspoň na troch miestach. Rúry nad 159 mm sú balené výhradne v prepravných obaloch.
Je potrebné poznamenať, že baliaci drôt sa nesmie používať na viazanie. Na tento účel musia byť k dispozícii špeciálne svorky.
K objektu je povolené presúvať oceľové kruhové rúry akýmkoľvek typom diaľkovej nákladnej dopravy. Počas skladovania sú stohy oddelené dištančnými vložkami.
Výnimočne široké využitie potrubia kruhového prierezu sa vysvetľuje jeho hlavnou vlastnosťou: s minimálnou plochou vonkajšieho povrchu má výrobok maximálny vnútorný objem. Zatiaľ sa nepodarilo vymyslieť niečo dokonalejšie na pohyb kvapalných a plynných produktov.
Okrúhla fajka: odrody
Pri minimálnom rozdiele v zložení suroviny sa oceľové potrubia výrazne líšia v kvalite. Dôvodom je spôsob výroby. Určuje aj použitie produktov.
Elektrofúzne potrubie
Zo všetkých druhov valcovaného kovu má najnižšie pevnostné charakteristiky. Zároveň sú však tieto vlastnosti samy osebe u oceľových výrobkov také vysoké, že prevažná väčšina vodovodných a plynových potrubí je konštruovaná z elektricky zváraných možností.
Výrobná metóda zahŕňa rezanie pásky - pásky, jej skladanie do obrobku a zváranie pozdĺž švu. V závislosti od umiestnenia švu potrubia sú oceľové okrúhle profily rozdelené do 2 typov.
- Výrobok s priamym pozdĺžnym švom - regulovaný GOST 10704-91, používaný pre tlakové a beztlakové napájacie systémy všetkých typov. Jeho slabou stránkou je šev. Vyrába sa potrubie s priemerom 10 až 1420 mm a hrúbkou steny 1 až 32 mm.

Jedná sa o najobľúbenejší typ valcovaného kovu, jeho sortiment zahŕňa najväčší počet štandardných veľkostí.
- Výrobky so špirálovým švom - v tomto prípade je páska zložená do špirály, a preto je špirálovito zvarená. Pevnostné charakteristiky tejto možnosti sú oveľa vyššie a náklady sú výrazne nižšie ako náklady na bezšvíkové valcované potrubie. Sortiment okrúhlych rúr so špirálovým švom zahŕňa výrobky veľkého priemeru - od 150 do 2520 mm s hrúbkou steny 3,5 až 25 mm. Ukážky je možné vidieť na fotke.
"Horúce" prenájom
Tento typ výrobku patrí do kategórie bezšvíkových potrubí a je vysoko odolný voči vnútornému a vonkajšiemu tlaku.

Obrobok je tu pevná kovová tyč. Ťahá sa cez dierovací mlyn, kde sa mení na dutý valec. Sprevádzané tepelným tvarovaním. Horúci obrobok sa privádza na valce, kde sa ťahá a stláča na určené rozmery.
V tomto prípade nie je žiadny šev. Výrobok je odolnejší voči korózii.
GOST pre okrúhle rúry - 8732-78, reguluje rozmery a chemické zloženie Produkty. Sortiment zahŕňa výrobky s priemerom 29 až 550 mm a hrúbkou steny 2,5 až 75 mm.

Rúry tvarované za studena
Výrobný proces sa len málo líši od tvárnenia valcovaného za tepla. Všetky opísané akcie sa však vykonávajú bez vykurovania. Ale keďže deformácia za studena prispieva k vzniku napätia na povrchu výrobkov, po tvarovaní sa hotové potrubie tepelne spracuje. Táto metóda poskytuje produkty s nezvyčajne vysokou pevnosťou a presnosťou. Napríklad na výrobu lietadiel a nástrojov sa používajú iba výrobky valcované za studena.

Výrobky sú regulované GOST 8734-75. Sortiment kruhových oceľových rúr zahŕňa výrobky s priemerom 5 až 250 mm a hrúbkou steny 0,3 až 24 mm.
Dodatočné prvky
Pri inštalácii akéhokoľvek systému sú okrem hlavných prvkov potrebné aj ďalšie. Tieto detaily môžu byť absolútne nevyhnutné alebo naopak voliteľné, ale ich použitie uľahčuje inštaláciu a dáva estetickejší vzhľad.

Okrúhle uzávery rúr možno rozdeliť na dekoratívne a funkčné.
- Medzi prvé patria kovové prvky vyrobené vo forme guľôčok alebo dokonca figurín. Chránia potrubie pred vniknutím vlhkosti alebo nečistôt. Ich typickou aplikáciou sú zátky na plote. Polymér a guma sú oveľa menej estetické: ich úloha je obmedzená len na ochranu.
- Funkčné sú určené na zabezpečenie chodu systému. V prípade čiastočnej demontáže alebo opravy sa na miesto odrezanej vetvy nainštaluje zástrčka. V núdzových situáciách, pri pretrhnutí vedenia týmto spôsobom, sú následky poryvu minimalizované. Používa sa niekoľko typov zástrčiek.
- Závitové - závit môže byť vnútorný alebo vonkajší, samotná zátka je okrúhla fazetová alebo vlnitá a dokonca celkom dekoratívna. S jeho pomocou sa zaseknú vodné potrubia s veľkosťou nie väčšou ako 50 mm.
- Príruba - je to príruba bez otvorov, priskrutkovaná vhodným tesnením, aby sa zabezpečila tesnosť. Používa sa na výrobky s priemerom väčším ako 50 mm.
- Gumová pneumatická zátka - používa sa v núdzových situáciách.

Oceľové rúry sú široko používané v širokej škále priemyselných odvetví. Používajú sa v strojárstve, ropnom a plynárenskom priemysle, verejnoprospešných službách atď. Existuje niekoľko druhov ocelí. Môžu sa líšiť v spôsobe výroby, veľkosti a druhu materiálu použitého na výrobu. Sortiment oceľových rúr odlišné typy určené GOST.
Bezšvové výrobky
V zásade sú všetky moderné oceľové rúry rozdelené do dvoch veľkých skupín: valcované za tepla a zvárané. Prvý typ je drahší. Preto sa takéto výrobky používajú menej často ako zvárané. Rozsah ocele je určený GOST 8732-78. Pomer veľkosti takýchto rúr a ich hmotnosti je uvedený v špeciálnych tabuľkách. Parametre môžu byť napríklad také, ako je uvedené nižšie.
Veľkosť | Hmotnosť 1 m |
Sortiment elektricky zváraných a pecí zváraných oceľových rúr budeme diskutovať nižšie. Ich parametre sú tiež presne určené GOST.
Ako sa vyrábajú bezšvíkové rúry
Výrobky tohto druhu sa vyrábajú z ocele triedy 35 a 45 na kontinuálnej trati. V tomto prípade sa používajú takzvané čierne polotovary. Tieto sú prepichnuté na valcovacej stolici a potom odoslané na kotúčovú pílu, aby sa odrezal koniec rúrky. Potom sa hotový výrobok odošle do kosovolkového mlyna na vyrovnanie a zníženie ovality sekcie.
Zvárané rúry: dôvody popularity
Výrobky tohto typu, ako už bolo spomenuté, sú populárnejšie ako bezšvíkové. Takéto potrubia sa v národnom hospodárstve používajú pomerne dlho. Avšak v posledné roky ich popularita výrazne vzrástla. Je to predovšetkým vďaka vývoju nových, pokročilejších metód zvárania, ktoré umožňujú získať najspoľahlivejšie a najodolnejšie produkty. Napríklad v roku 1941 bolo vyrobených len 38,8 % zváraných rúr. Ostatné bolo bezproblémové. Podiel elektricky zváraných bol zároveň len 0,8 %. Už v roku 1965 sa tieto čísla zvýšili na 50 % a 35 %.
Rozsah použitia zváraných rúr
Dnes sa takéto výrobky používajú všade. Najčastejšie sa používajú na pokládku rôznych druhov potrubí určených na čerpanie ropy, plynu, vody atď. Tento typ potrubia sa zvyčajne používa aj vo verejných službách. V tomto prípade sa používajú na kladenie vodovodných potrubí a kanalizačných systémov. Zvárané rúry sa používajú aj na montáž nadzemných plynovodov, drenážne systémy atď.
Strojárstvo je ďalšou oblasťou, ktorá využíva zvárané rúry. Používajú sa tiež na výrobu rôznych druhov architektonických prvkov: prístrešky nad verandami, markízy, detské hojdačky, hrazdy atď. poľnohospodárstvo s ich použitím zberné zavlažovacie systémy.

Hlavné typy zváraných rúr
Produkty tohto typu sa môžu líšiť v:
Z článku sa dozvieme, ako, podľa akých regulačných dokumentov a prečo sa vyrábajú oceľové rúry.
Klasifikácia rúr
Ako sa líšia potrubia?
- Lineárne rozmery. Dĺžku, priemer a hrúbku steny potrubia je možné merať jednoduchými prístrojmi; rozsah si môžete pozrieť v príslušnej norme.
Zodpovedajúce čomu? Spôsob, akým bola rúra vyrobená. Preto ďalší bod. - spôsob výroby. Rozlišujte medzi zváranými špirálovými a pozdĺžnymi rúrami; bezšvíkové valcované za tepla a bezšvíkové valcované za studena;
- Prítomnosť antikorózneho povlaku. Zvyčajne ide o vrstvu zinku nanesenú na vnútornom a vonkajšom povrchu potrubia.
Normy
Podľa čoho sa môžu vyrábať oceľové kruhové rúry GOST?
Elektrofúzne potrubia
Podľa GOST 10704 91 sa oceľové elektricky zvárané rúry vyrábajú ako rovné.
Čo ešte hovorí norma?
- Potrubie je možné vyrobiť v ľubovoľných dĺžkach (od 2 metrov s priemerom do 30 mm, od 3 metrov s priemerom 30-70 mm, od 4 metrov s priemerom 70-152 mm a od 5 metrov pre potrubia s priemer nad 152 milimetrov);
- Je možné vyrobiť rúry meranej dĺžky (5-9 metrov v rozsahu priemerov do 70 mm, 6-9 metrov s priemerom 70 až 219 mm a 10-12 metrov s priemerom 219 až 426 milimetrov) . Rúry s priemerom nad 426 mm sú vyrábané výhradne náhodne;
- Rúry je možné vyrobiť aj s dĺžkou, ktorá je násobkom nameranej dĺžky. V tomto prípade musí byť veľkosť násobku minimálne 250 mm a tolerancia na každý rez je 5 milimetrov (pokiaľ sa so zákazníkom nedohodnú iné parametre);
- Drobné odchýlky od uvedeného priemeru sú prípustné; tolerancie je možné vidieť v príslušnej tabuľke v prílohe.
Kompletný zoznam veľkostí, ktoré môžu mať oceľové rúry GOST 10704 91, nájdete aj v prílohe k článku.
Upozorňujeme: tento GOST sa nevzťahuje na oceľové rúry so špirálovým švom; ich sortiment je uvedený napríklad v GOST 20295-85 a GOST 8696-74.
Bezšvíkové rúry tvarované za tepla
Rúry tvárnené za tepla sa vyrábajú v súlade s GOST 8732 - 78. Celý sortiment nájdete v prílohe článku.
Okrem priemeru, špecifickej hmotnosti a hrúbky steny GOST pre oceľové rúry deformované za tepla hovorí:
- Rúry môžu byť vyrábané v náhodných dĺžkach od 4 do 12,5 metra alebo merané v rovnakom rozsahu;
- Je možné vyrábať rúry s dĺžkou, ktorá je násobkom nameranej dĺžky, s toleranciou na každý rez rovným piatim milimetrom;
- Hraničné odchýlky dĺžky by nemali presiahnuť +10 milimetrov pri dĺžke potrubia do 6 metrov a +15 pri potrubí s dĺžkou 6 metrov alebo priemerom 152 milimetrov;
- Limitné odchýlky priemeru a hrúbky steny potrubia sú regulované tabuľkami, ktoré opäť nájdete v prílohe;
- Ani rozdiel v hrúbke steny, ani v oválnosti rúr by ich nemali dostať za hranice maximálnych odchýlok priemeru alebo hrúbky steny;
- Zakrivenie ľubovoľného úseku rúry je obmedzené na 1,5 mm / 1 meter dĺžky pre rúry s hrúbkou steny menšou ako 20 mm, 2 mm pre steny s hrúbkou 20-30 mm a 4 mm pre steny s hrúbkou hrúbka 30 mm alebo viac.

Bezšvíkové rúry tvarované za studena
Ich výroba podlieha norme GOST 8734-75.
Čo je užitočné vedieť o týchto potrubiach?
- Delia sa na extra tenkostenné, tenkostenné, hrubostenné a extra hrubostenné. Kritériom je pomer vonkajšieho priemeru potrubia k hrúbke jeho stien; pri tenkostenných a extra tenkostenných rúrach je dôležitá aj absolútna hodnota hrúbky steny.
Zvlášť tenkostenné rúry majú pomer priemeru k stene väčší ako 40 alebo stenu tenšiu ako 0,5 mm s priemerom do 20 mm; tenkostenné - od 12,5 do 40 alebo stena 1,5 mm s priemerom do 20 mm; hrubostenné rúry majú pomer priemeru k stene v rozmedzí 6-12,5; najmä hrubostenné - menej ako šesť.
- Rúry je možné vyrábať v pevných dĺžkach v rozmedzí 4,5 - 9 metrov s maximálnou odchýlkou dĺžky +10 milimetrov alebo náhodných dĺžkach od 1,5 metra do 11,5;
- Je možné vyrobiť aj rúry s dĺžkou, ktorá je násobkom meranej dĺžky. Rúry môžu mať dĺžku 1,5 až 9 metrov s toleranciou na každý rez 5 milimetrov.
- Podľa GOST môžu mať oceľové rúry tvarované za studena maximálne odchýlky od špecifikovaných rozmerov uvedených v prílohe.

Hrubostenné rúry sú v každom prípade bezšvíkové rúry
Vodovodné a plynové potrubia
Vodná fajka oceľ GOST 3262 75 je oddelená do samostatnej normy, aj keď z hľadiska výroby je elektricky zváraná. Určené však pre vodovodné a plynové potrubia (je uvedené v prílohe).
Okrem toho:
- Rúry (merané aj nemerané dĺžky) sa vyrábajú v rozmedzí od 4 do 12 metrov;
- Môžu byť dodávané ako bez závitov, tak aj s rezanými alebo ryhovanými rúrkovými závitmi;
- Pri napájaní rúry s valcovaným závitom je dovolené zmenšiť vnútorný priemer rúry až o 10 percent po celej dĺžke závitu;
- Zakrivenie rúry by nemalo presiahnuť 2 mm / meter dĺžky s menovitým otvorom do 20 mm a 1,5 mm s menovitým otvorom väčším ako 20 mm.
Dôležité: pre pozinkované potrubie neexistuje samostatná norma a jej rozsah.
Podľa tohto GOST sa však vyrábajú pozinkované oceľové rúry.
Okrem toho sa pre pozdĺžne elektricky zvárané rúry poskytuje galvanizácia.
Nič však nebráni tomu, aby bola galvanizovaná absolútne akákoľvek rúra, bez ohľadu na to, akou technológiou je vyrobená.

Výroba
Zvárané rúry
Surovinou pre akékoľvek zvárané potrubie je plochý oceľový plech; najčastejšie sa však dodáva z hutníckeho podniku zrolovaný.
- List je rozrezaný na úzke pozdĺžne pásy;
- Pásy sú zvarené do nekonečného úzkeho pásu;
- Páska je zvinutá do okrúhleho polotovaru s otvoreným švom;
- Potom sa šev varí;
- Potrubie je kalibrované v ďalších valcoch;
- Šev je testovaný na tesnosť. Najčastejšie sa používa defektoskopia vírivými prúdmi, existujú však aj ultrazvukové defektoskopy;
- Rúrka je rozrezaná na kusy požadovanej dĺžky a odoslaná do skladu.
Dôležité: rúry zvárané TIG - volfrámovou elektródou v prostredí inertného plynu sa považujú za najodolnejšie.
Avšak vysokofrekvenčné zvárané rúry vyrobené pomocou vysokofrekvenčného indukčného zvárania sú výrazne lacnejšie. Dôvodom je asi 20-násobná rýchlosť zvárania v porovnaní s TIG.

Na jednom konci linky je vidieť úzky oceľový plech. Na druhej strane - hotové zvárané rúry. Prítomnosť osoby je potrebná len na kontrolu
Bezšvíkové rúry
Výroba rúr tvárnených za tepla v vo všeobecnosti vyzerá takto:
- Monolitický valcový predvalok - tyč - sa zahrieva v peci na teplotu nad bodom rekryštalizácie ocele; v tomto prípade sa kov stáva plastom;
- Na dierovacom mlyne sa obrobok zmení na dutý valec. Navonok je to už rúrka, ale dosť nepravidelného tvaru as rozmermi, ktoré sú ďaleko od cieľových;
- Potom sa začne samotné valcovanie obrobku vo valcoch.- jeho deformácia za tepla. Budúce potrubie získa požadovaný priemer a hrúbku steny, potom sa ochladí a kalibruje;
- Hotové potrubie sa rozreže na kusy požadovanej dĺžky a uloží sa.

Výroba bezšvíkových rúr tvarovaných za studena sa líši iba v dvoch bodoch:
- Po dierovacej fréze sa obrobok (nazýva sa objímka) ochladí vodou a všetky ďalšie operácie sú studené;
- Pred finálnou kalibráciou je povinným stupňom výroby žíhanie - ohrev na rekryštalizačnú teplotu a chladenie. V tomto prípade vnútorné napätia nahromadené počas procesu deformácie opúšťajú kov; navyše sa stáva viskóznejším.
Upozornenie: hrubostenná oceľová rúra je vyrobená presne bezšvíkové.
Steny rúry tvarovanej za tepla môžu dosahovať hrúbku 75 milimetrov, za studena tvarovaná 24 mm.
V prípade potreby je možné vyrobiť extra hrubostenné rúry mimo noriem. Vykonáva sa vŕtaním kalibrovaného obrobku.
Galvanizácia
Ak je potrebné potrubie opatriť antikoróznym náterom, používa sa pozinkovanie tzv.
Existuje pomerne málo spôsobov, ako potiahnuť potrubie vrstvou zinku; v priemyselnom meradle sa však pri výrobe rúr používajú iba dva spôsoby:
- žiarové zinkovanie. Potrubie je ponorené do zinkovej taveniny. Má oveľa nižšiu teplotu topenia ako oceľ; po ochladení sa na povrchu potrubia vytvorí tenký rovnomerný film;
- Pozinkované zinkovanie. V prostredí kyslého roztoku vzniká významný potenciálny rozdiel medzi zinkovou elektródou a potrubím; elektróda sa rozpustí a zinok sa usadí na povrchu potrubia.
Hlavnou nevýhodou tohto spôsobu je potreba likvidácie toxického elektrolytu soľami zinku.




