Många tekniska enheter, såväl som de flesta hushållsartiklar, har gängade anslutningar, som mänskligheten började använda sedan antiken. De viktigaste verktygen med vilka elementen i sådana anslutningar görs inkluderar en kran. Dess användning gör att du snabbt och utan större svårighet kan skära exakta och högkvalitativa trådar på hålets insida.
Design egenskaper
De första skärverktygen invändig gänga De kännetecknades av en primitiv design och bestod av en tetraedrisk stav, vid vars arbetsände, skärpt till en grund kon, skärande tänder sågades ut. Vid användning av en sådan kran skars gängan genom att skruva in den i insidan av muttern eller i ett tidigare förberett hål i arbetsstycket. Naturligtvis hade ett sådant verktyg många nackdelar, av vilka de viktigaste inkluderar frånvaron av en bakre yta på skärdelen, såväl som en negativ spånvinkel. Med tiden har designen av kranar blivit mer sofistikerad, och idag låter de dig skapa exakta och högkvalitativa inre gängor.
Varje kran för att skära gängor på arbetsstyckenas inre ytor, oavsett dess geometriska parametrar och syfte, innehåller följande element:
- sidospår (det kan vara från 2 till 6);
- konisk intagsdel;
- kalibreringsdel, som har en cylindrisk form.
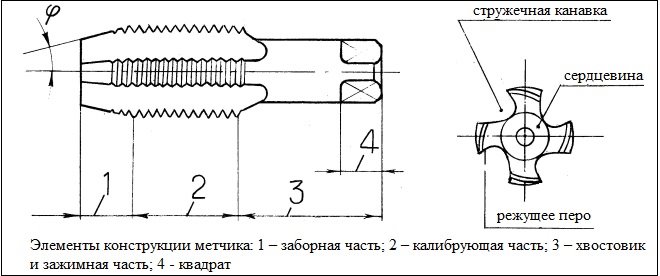
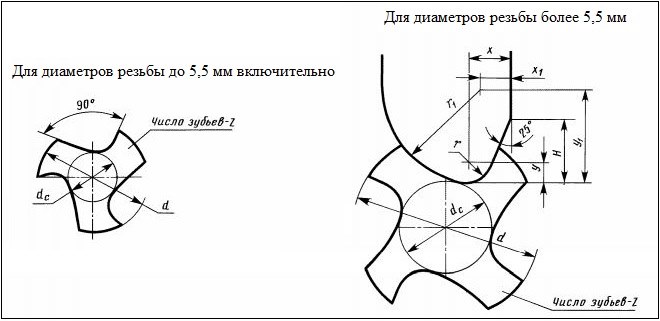
Spåren som är placerade på verktygets sidoyta längs hela dess längd utför samtidigt två funktioner: att säkerställa borttagning av spån från bearbetningszonen och underlätta tillförseln av kylmedelssmörjmedel (kylvätska) till en sådan zon. Formen som tappens spår har i tvärsnitt bestäms av dess två ytor, varav den ena är framkanten på verktygets skärtand och den andra är dess baksida. Beroende på typen av profil är spånräfflor av följande typer:
- enkelradie (med spår av denna form produceras huvudsakligen kranar av kalibreringstyp);
- med raka främre och bakre ytor (verktyg med spår av denna form används för att skära trådar inuti muttrar);
- med en rak främre och radie baksida (de flesta kranar tillverkas med denna typ av räfflor).
Spåren kan placeras på olika sätt: det finns raka spår, såväl som spiral höger eller vänster. Universalkranar för allmänt bruk tillverkas med raka spår. Vänstervända spiralkanaler producerar kranar som används för att skära gängor för passager. Spånen som skapas av ett sådant verktyg rör sig framför det längs hålet som bearbetas, vilket eliminerar risken för skador på den redan skurna gängan. Vid användning av kranar med rätt vridningsriktning av spåren, avlägsnas spånen från bearbetningszonen till verktygsskaftet. Av denna anledning är högerhänta kranar idealiska för att skära gängor i blinda hål.
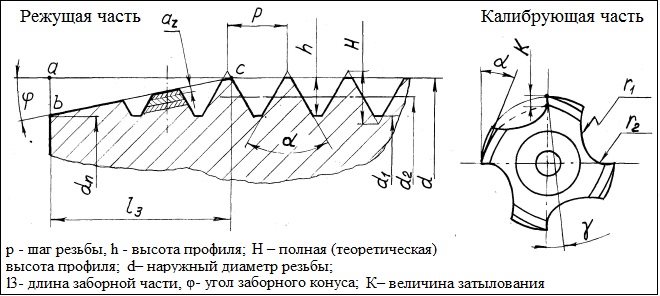
Inloppsdelen av kranen, som nämnts ovan, har en konisk form, vilket underlättar processen att föra in verktyget i hålet som bearbetas. Det specifika värdet på insugningsdelens lutningsvinkel, som kan ligga i intervallet 3–20°, väljs beroende på vilken typ av bearbetning verktyget ska användas för - grovbearbetning, mellanliggande eller finbearbetning.
Den cylindriska kalibreringsdelen är gjord med en omvänd reduktion på upp till 0,1 mm, vilket är nödvändigt för att minska friktionskrafterna som uppstår under gängskärningsprocessen. Friktionskraften mellan den arbetande delen av kranen och den bearbetade ytan kan också reduceras genom att backa baksidan av skärtänderna, utförd från deras topp till 1/3 av deras bredd. Detta skapar en minskning av den bakre ytan på skärtänderna, vars värde för verktyg med en diameter på 12–30 mm är cirka 0,1 mm.
Typer efter syfte
Modern industri producerar olika sorter kranar som skiljer sig från varandra i design och funktionalitet. Sålunda, beroende på deras syfte, kan kranar tillhöra en av följande typer.
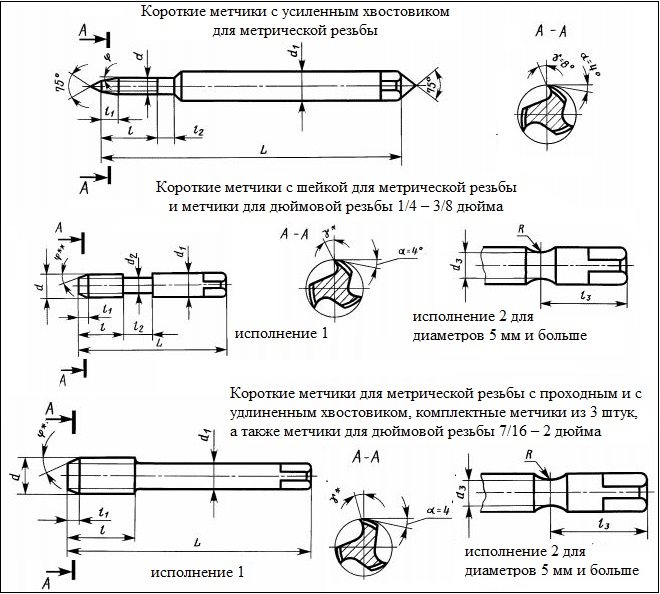
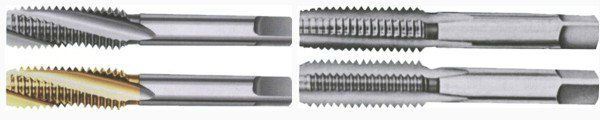
LåssmedDessa verktyg är oftast handhållna och används i samband med en speciell vev, med hjälp av vilken rotation ges till kranen. Som regel produceras och används de i set bestående av två eller tre verktyg, som vart och ett tar bort endast en del av utsläppsrätten från ytan som bearbetas. Måtten på kranarna som ingår i denna sats (särskilt deras arbetsdiametrar) varierar. Det första av verktygen, på vars skaft är markerat i form av en linje, används för grovbearbetning, det andra (med två linjer på skaftet) används för mellanbearbetning och det tredje (med tre linjer, respektive ) används för att avsluta tråden som skärs.

Det är verktyg med vilka gängor kan skäras både manuellt och på olika typer av maskiner (svarvar, borrar, aggregat etc.). Sådana kranar skiljer sig från metallkranar endast genom att de har en något kortare stängseldel och högre motståndskraft mot mekaniska belastningar.

Nötter
Med hjälp av sådana verktyg, som deras namn antyder, skär de trådar i muttrar. Muttrar, som redan har gängats med en sådan kran, vrids inte från verktyget, utan flyttas till dess långsträckta svansdel. Skaften på mutterkranar, med vilka gängor skärs på borrmaskiner, har en rätlinjig form. Muttrar med redan skurna gängor, flyttade till ett sådant skaft, skakas helt enkelt av det efter att verktyget har tagits bort från maskinchucken. För att skära muttrar använder automatiska gängmaskiner kranar vars skaft har en krökt form. Vid snidning på detta sätt skjuts muttrarna, under tryck från varandra, längs verktygets böjda skaft, når dess änddel och faller in i den förberedda behållaren.
Krav på design och dimensioner av både manuella och maskinella kranar för skärning av metriska gängor specificeras av GOST 3266-81, som kallas: "Maskin- och handkranar. Design och dimensioner."
Du kan bekanta dig med GOST-kraven för manuella och maskinella kranar genom att ladda ner dokumentet i pdf-format från länken nedan.
Typer efter design
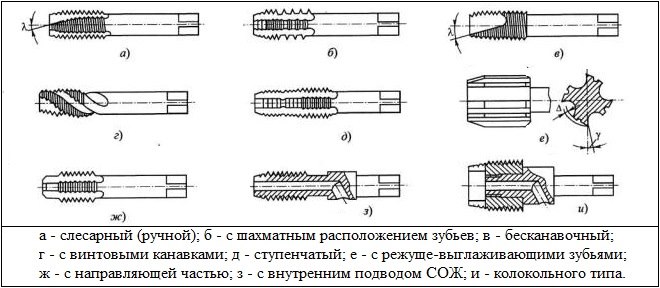
Enligt deras design är kranar också indelade i olika typer. Så, beroende på denna parameter, särskiljs verktygen:
- med spånräfflor av förkortad längd, som också kallas räfflorlösa (designen av sådana kranar är speciellt utformad för att skära gängor i delar gjorda av sega lågkolstål, aluminiumlegeringar och höghållfasta legerade stål);
- med spår placerade längs en spirallinje (sådana verktyg är installerade på bearbetningscentra och används för att skära blindgängor);
- med skärtänder placerade i ett rutmönster (på grund av att skärtänderna på kalibreringsdelen av ett sådant verktyg skärs efter varandra, är det möjligt att minska friktionskraften under bearbetning);
- stegtyp med en arbetsdel uppdelad i två sektioner, som var och en utför sin egen funktion (till exempel finns det stegade kranar, vars första sektion fungerar enligt en generatorkrets och den andra - enligt en profil; för stegvis verktyg av andra typer, den första delen utför en skärfunktion och den andra - utjämning);
- kombinerat (detta är faktiskt två verktyg i ett: deras skärande del, gjord i en enda design, börjar med en borr och slutar med en kran);
- broschkranar som används för att skära gängor i ett genomgående hål av valfri diameter (med deras hjälp skärs gängor på svarvar, i vars chuck arbetsstycket är fixerat, och i verktygshållaren - skaftet på det använda verktyget; rörelsen av kranen under gängskärningsprocessen säkerställs av den automatiska matningen av maskinstödet, och rotationen av arbetsstycket sker genom att rotera spindeln);
- med ett inre hålrum, på grund av vilket verktyget kyls under bearbetning (användningen av sådana kranar installerade på specialiserad eller multioperativ utrustning kan avsevärt öka gängskärningsproduktiviteten);
- klocka (sådana kranar används för att skära invändiga gängor med stor diameter (50–400 mm) och har en prefabricerad struktur som består av individuella skärelement).
Strukturellt är alla kranar som anges ovan så olika från varandra att du till och med kan skilja dem från ett foto.
Typer av trådar som ska skäras
Med hjälp av kranar av olika kategorier, såväl som olika typer av stansar, kan du bilda gängor på delarnas invändiga ytor olika typer. Beroende på vilken typ av gänga som skärs delas tapparna in i följande kategorier.
MetriskDessa är kranar som används för att skära metriska gängor. Det skurna trådelementet i sådana fall har formen av en likbent triangel, och alla dess parametrar mäts i millimeter. Markeringarna för sådana kranar innehåller bokstaven "M". För att välja metriska kranar och diametern på beredningshålet används en speciell referenstabell.
TumArbetsdelen av sådana kranar har en konisk form. Diametern på tumverktyg mäts i tum, och stigningen mäts i antal gängor per tum (25,4 mm). Lutningen på medelytan på kranar av denna typ är 1°47'24".
RörDetta inkluderar cylindriska och koniska kranar som används för att skära gängor i rördelar.
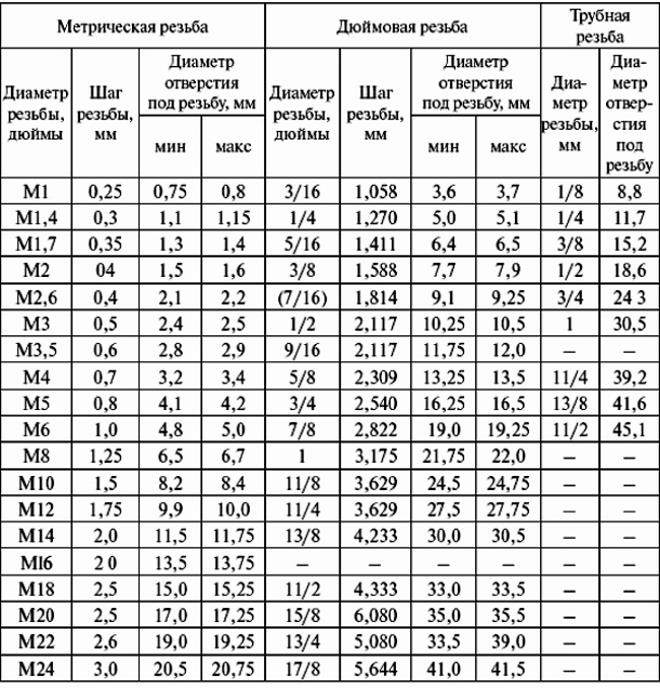
Tabell 1. Tappparametrar och gänghålsstorlek
Kranar kan användas för att göra hål med både höger- och vänstergänga. Kranar för vänstergänga, vid jämförelse i verkligheten eller från foton med högerhänta verktyg, skiljer sig från de senare endast i riktningen för stigningen av den spiralformade linjen i deras skärande del.
Det traditionella sättet att sammanfoga olika delar är mekaniskt. När det gäller rör innebär det att man skarvar ihop dem med gängade anslutningar och lämpliga kopplingar. Denna teknik används främst vid sammanfogning av prover gjorda av metaller eller vissa kompositmaterial. Vilka verktyg som används för att skära trådar på rör, och hur exakt detta görs är ämnet för den här artikeln.
Med hjälp av tabellen nedan är det lätt att ta reda på hur en typ av tråd skiljer sig från en annan.
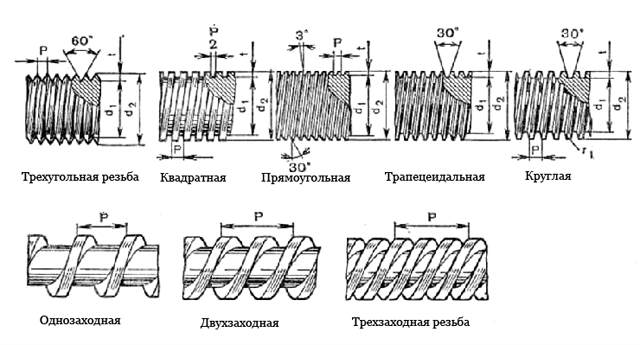
Gängans huvudparametrar - stigning, diametrar, profilhöjd etc. - visas i diagrammen.
Trådskärningsteknik och nödvändiga verktyg
Gängor kan tillverkas antingen manuellt eller med hjälp av verktygsmaskiner. Det är ingen mening att överväga det sista alternativet, eftersom alla nyanser av sådant arbete är välkända för specialisten. Dessutom kan gängskärning utföras på olika modeller av installationer, med ett eller annat verktyg, beroende på typ av maskin.
Men i vardagen eller under installationsarbete på plats skärs trådar, med sällsynta undantag, med de enklaste enheterna, eller, som de säger, med dina egna händer. Detta är mer intressant för läsaren, så vi kommer att fokusera på manuella skärmetoder.
Utvändig tråd
Dör (diskar). Utbudet av dessa produkter är betydande. Varje prov motsvarar en viss diameter på röret på vilket skärningen görs.

Formar varierar i kvaliteten på metallbearbetning och klassificeras i produkter för "grov" (grovbearbetning) och "fin" (efterbearbetning) skärning. Pris - från 68 rubel per prov.
Formhållare. Finns i olika modifieringar - vanlig, universal, med spärrhake. Pris - från 139 rubel.

Hur gängskärningsanordningen är monterad framgår tydligt av figuren.
Procedur för gängskärning
- Trimma änden av röret. Vinkeln är rak i förhållande till den längsgående axeln. Verktyg – rörskärare eller.
- Förbereda ytan på webbplatsen. Området där gängning är avsedd rengörs noggrant från främmande avlagringar.
- Första trådgenomträngning. En "grov" stans placeras på röret. För bättre glid appliceras ett tunt lager olja på det behandlade området.
- Andra passet. Efterbehandlingsverktyget är installerat. Den lindas på röret gradvis, med en systematisk förändring av rörelseriktningen (medurs, sedan moturs). Trådens renhet övervakas visuellt och tillräckligheten för vissa åtgärder bestäms.
- Kvalitetskontroll. För att bestämma skärningens korrekthet (frånvaro av defekter, böjningar etc.), installeras vilken produkt som helst (med lämpliga gängparametrar) på röret som kan skruvas på en given diameter - en böj, en koppling, en nöt. Om provet lätt passerar över hela området kan arbetet anses vara avslutat.
Det finns ett annat verktyg för att skära utvändiga gängor - en form. Det har inte funnits länge på marknaden och inte alla låssmeder, ens med erfarenhet, kan skryta med att ha arbetat med det. Enheten är ganska enkel.

Basen är hämtad från en välkänd form. Men skäreggarna är insättningsbara. I huvudsak är detta en montering, medan hyllan är en monolitisk produkt. Clupps är uppdelade i manuella prover och elektriska modeller. Därför, för att öka produktiviteten hemma, finns det inget behov av att köpa (hyra) en maskin. Priset på klumparna är från 479 rubel. De säljs också i set, så det finns ett val.

Kostnaden för kiten är från 14 570 rubel (mekanisk) och från 32 800 rubel (elektrisk). Tillverkare levererar också prover med utbytbara skärare, vilket gör dem mer bekväma att använda (från 798 rubel/styck). Det finns produkter som inte kräver några hållare. De vrids enkelt med en skiftnyckel (gasnyckel).

Invändig gänga
Kranar. Precis som med stansar finns det olika verktyg för varje diameter.
Pris - från 412 rubel.
Kranhållare. Syftet är tydligt. Det andra namnet som används är knopp. Pris - från 170 rubel.

- Trimma änden och strippa (men i detta fall från insidan av röret).
- Smörjning av arbetsområdet.
- Primär och sekundär gänggenomträngning.
- Kvalitetskontroll genom att skruva in en lämplig bult.

Funktioner för trådskärning på kompositmaterial
Det gäller främst glasfiberrör, eftersom produkter av PP, PE och metall-plast hänger ihop på helt olika sätt. Tekniken för att skära trådar med ett verktyg skiljer sig något från en liknande operation som utförs på metallprodukter. En sådan anslutning har inte hög hållfasthet, men den anses vara den viktigaste för glasfiberplast och används mycket oftare än metoderna för att hälla föreningen, pressning, profilbildning och ett antal andra.
Vad tas hänsyn till vid skärning av gängor?
- Schema av glasfiberarmering. Utifrån detta bestäms riktningen för provbehandlingen.
- Låg värmeledningsförmåga hos kompositen. För att förhindra överhettning av verktyget är det nödvändigt att säkerställa effektiv värmeavlägsning. Metoden för kylning med en speciell vätska när man arbetar med sådana material är inte tillämplig på grund av den ökade fuktabsorptionen hos många av dem.
- Låg gängskärningsnoggrannhet. Främst på grund av elasticiteten hos glasfiber och dess specifika struktur. Om kraven för denna parameter är höga, väljs en annan bearbetningsmetod.
- Materialets skiktade struktur. Detta är särskilt tydligt med ökat slitage på skärverktyget. I alla fall, efter att ha klippt tråden, rengörs arbetsområdet.
- Särskilda krav för TB. Först och främst på grund av ökad dammbildning.
Tekniken för att skära vilken tråd som helst är inte något komplicerat. Alla operationer är enkla. Rätt val verktyg, efterlevnad av algoritmen för åtgärder och med hänsyn till egenskaperna hos den bearbetade hårdvaran garanterar ett utmärkt resultat.
Kort väg http://bibt.ru
Verktyg för att skära invändiga och utvändiga gängor. Kranar. Dör.
Invändiga gängor skärs med en tapp (fig. 36, a), och yttre gängor skärs med runda stansar (fig. 36, c, d).
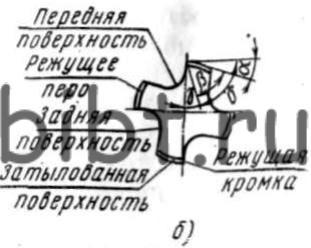
Ris. 36. Trådverktyg:
a - tapp och dess element, b - skärpningsvinklar för tappen: α - bakre, γ - främre, β - punkter, δ - skärvinkel, c - massiv rund stans, d - delad stans, d - ratt för runda stansar
Kranar tillverkad i form av en skruv med raka eller spiralformade spår. Spåren bildar skäreggarna. Kranen består av en arbetsdel och ett skaft. I änden av skaftet finns en fyrkant för att säkra kranen i chucken eller i medbringaren. Den arbetande delen av kranen består av ett intag (koniskt) och en kalibreringsdel. Insugningsdelen skär av gängan, den kalibrerande delen tjänar till att styra under kapning och att rengöra och kalibrera det gängade hålet.
Gängan skärs manuellt med en uppsättning som består av två eller tre tappar: grov, medium och efterbehandling. Skär först grovt och sedan medium. Sluttappen används för slutlig gängskärning och kalibrering. Kranar kännetecknas av antalet märken på skaftet.
Förutom handkranar finns det maskinkranar, som skiljer sig från manuella i form av sin arbetsdel.
Kranar finns med höger- och vänstergänga. Vid skärning av en högergänga vrids kranen medurs och vid skärning av en vänstergänga roteras den moturs.
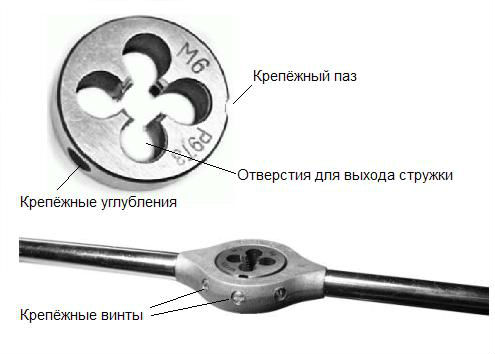
Dör(se fig. 36, c) används vid skärning av gängor både manuellt och på maskiner. Formen har en slits, tack vare vilken den justeras, d.v.s. gängdiametern ökas eller minskas något inom 0,1-0,25 mm. Dynan justeras med tre knoppskruvar (se bild 36, d): en passar in i skåran och kan, när den skruvas in, expandera formen något, och de andra två kan komprimera den.
För kapning av utvändiga gängor ett specialverktyg används - dies. I grund och botten liknar utformningen av deras skärapparat utformningen av en kran för att skära invändiga gängor. Men om kranen är en skruv med spår utskurna längs den, är formen en mutter med skurna spår som bildar verktygets skärkanter.
Dör och lehrs
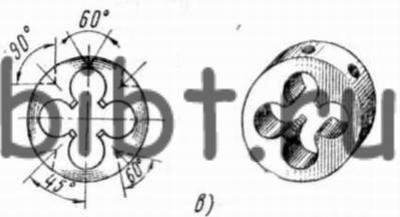
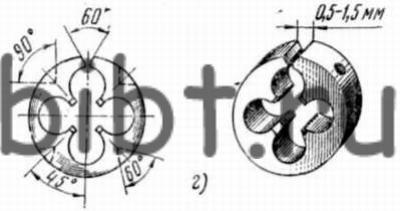
Arbetande del av formen(Fig. 3.94) består av två delar - intag och kalibrering. Insugningsdelen är konisk med en vinkel på 40...60°, den är placerad på båda sidor av formen och dess längd är 1,5...2 varv. Kalibreringsdelen består vanligtvis av 3...5 varv.
För metallbearbetning (manuell) skärning av utvändiga gängor stansar av olika utföranden används: rund, som ibland kallas lerkar, glidande (klupp) och speciella, för att skära rör.
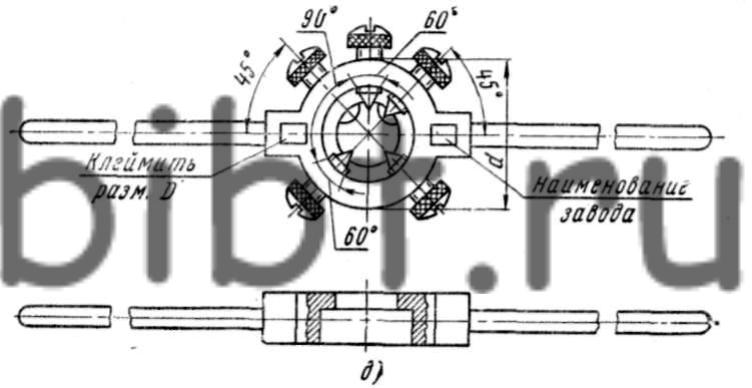
Runda dies (lerks)(se fig. 3.94) är en gängad ring med flera spår för att bilda skäreggar och ta bort spån vid skärning av gängor. Runda formar är gjorda solida och delade, fjädrande. Gängorna på stängerna med stansar skärs manuellt med vevar eller på borr- och svarvmaskiner med speciella dorn. Tack vare deras fjädrande egenskaper låter delade matriser dig justera den genomsnittliga gängdiametern.
Lerki är gjorda från verktygslegerade stål av kvaliteterna 9ХС och ХВСГ eller höghastighetsstål.
Fyrkantig (glidande) tärning(Fig. 3.95) består av två halvor, fixerade i en speciell ram med handtag - en klämma, vars vinklade utsprång passar in respektive i formens spår och håller dess halvor. En av formhalvorna kan flyttas för att ställa in formen på den erforderliga genomsnittliga gängdiametern. Dynan är fäst med skruvar. För närvarande utförs gängskärning med sådana stansar mycket sällan, eftersom de inte ger tillräcklig gängnoggrannhet.
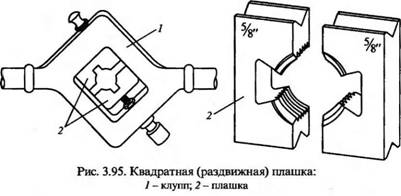
Dynan är fäst med skruvar. För närvarande utförs gängskärning med sådana stansar mycket sällan, eftersom de inte ger tillräcklig gängnoggrannhet.
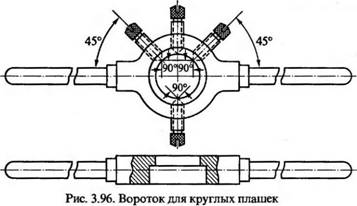
Kragar för runda stansar (Fig. 3.96) är en rund ram med en urtagning, i vars hål en rund stans placeras. Formen i hålet hindras från att vrida sig med hjälp av tre låsskruvar, vars koniska skaft passar in i urtag gjorda på formkroppens generatrixyta. Den fjärde skruven låter dig justera gängans genomsnittliga diameter.
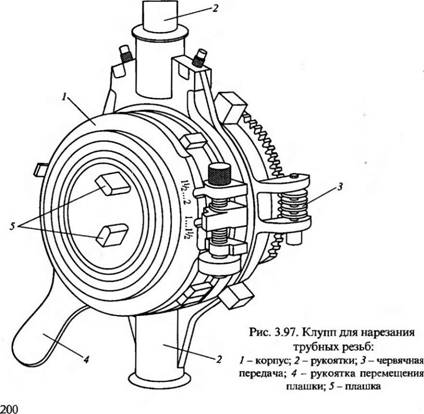
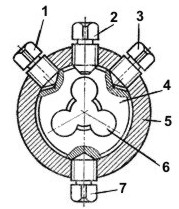
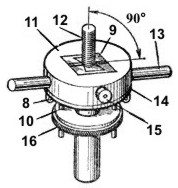
Verktyg och process för att skära utvändiga rörgängor (Fig. 3.97). Oftast skärs yttre gängor på rör med hjälp av stansar med glidformar. Formen är utrustad med en uppsättning stansar för att skära rörgängor med en diameter på 1/2...% tum, 1... 1 '/4 tum och 1 '/2 ..2 tum och är utformad i en sådan sätt att fyra matriser 5 som rör sig i dess kropp 1 samtidigt kan närma sig centrum eller divergera från den. Rörelsen av formarna säkerställs av en speciell roterande anordning av formen - en frontplatta som drivs av ett handtag 4. Den exakta installationen av formarna till storleken på den gänga som skärs utförs med hjälp av en ratt placerad på kroppen av dyna, och installationsrörelserna sker med hjälp av en snäckväxel 3. Efter att ha installerat formarna till den specificerade gängstorleken, fixeras de Positionen genom att trycka på ett speciellt stopp - "spärrhake". Efter att ha klippt gängan skruvas inte formen bort från det bearbetade arbetsstycket, utan matriserna flyttas isär genom att vrida handtaget 4 på formen och avlägsnas från det bearbetade arbetsstycket. Utöver skärformarna har formen även tre styrdynor (släta, utan gängor). De säkerställer en stabil position av formen på röret under bearbetning; deras installation utförs genom att vrida snäckväxelskruven 3. På rör med en diameter på en tum eller mindre skärs gängorna manuellt med speciella runda rörformar.
Vid skärning av gängor på rör arten av deras anslutning i rörledningen bör beaktas. Vid skärning av gängor för en permanent röranslutning bör längden på den gängade delen av röret vara 1/2 av kopplingens längd minus gänglängden per 1... 1,5 gängvarv. Vid skärning av gängor för hopfällbara röranslutningar ("för montering") skärs en gänga på ett rör, som för permanenta anslutningar, och i andra änden av röret ska längden på den avskurna delen vara summan av längden av kopplingen, låsmutter minus 1... 1,5 varvs längd för en given gänga.
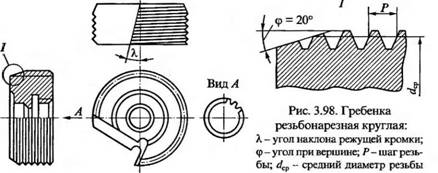
(Fig. 3.98) används för att skära rörgängor på metallskärmaskiner (svarvar och borrar) med speciella chuckar. Kammar tillverkas i set om fyra; gängan på varje kam i uppsättningen är förskjuten i förhållande till den föregående med 1/4 av gängstigningen.
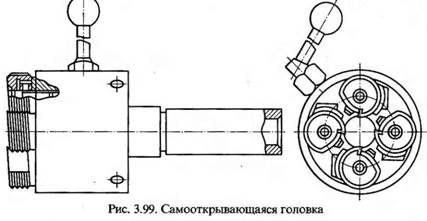
För att skära trådar med hjälp av kammar är speciella självöppnande skruvskärhuvuden utformade (bild 3.99), i vilka alla fyra huvuden i uppsättningen är installerade.
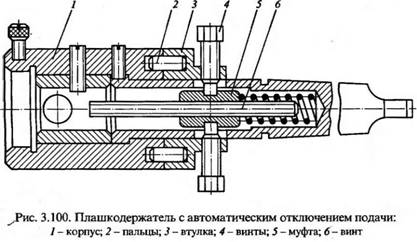
Vid skärning av yttre gängor på borrning och svarvar används en speciell anordning - en togglehållare med automatisk matningsavstängning (Fig. 3.100). Anordningen består av ett skaft på vilket en bussning är installerad med intryckta stift 2. Skruvar 4 skruvas in i bussningen, vars ändar kan passa in i hålen på kopplingen 5. En justerskruv 6 är placerad inuti kopplingen Formen är säkrad med en skruv i höljeshylsan 1. Enheten installeras antingen i spindelhålet borrmaskin, eller in i hålet för stjärtpinne svarv. Under bearbetningen kommer änden av den bearbetade stången ut ur formen och vilar mot änden av skruven 6, vilket får den att röra sig inuti skaftet. På skruven skruvas en koppling 5, som tillsammans med skruven b trycker ihop fjädern. Kopplingens 5 rörelse genom skruvarna 4 överförs till hylsan 3, som rör sig längs yttre ytan skaft tills fingrarna 2 kommer ut ur husets hål. I det ögonblick som fingrarna 2 lämnar huset 1, börjar det, tillsammans med formen installerad i det, att rotera. Genom att växla maskinens rotation till reversering avlägsnas formen från skärzonen. Genom att justera skruvens utsprång från kopplingen kan gängor av olika längder skäras.
Vid skärning av gängor tjänar smörj- och kylvätskor (kylmedel) till att underlätta verktygets arbetsförhållanden, minska grovheten på den bearbetade ytan och följaktligen förbättra kvaliteten på gängan som erhålls under gängskärning. Valet av kylvätska beror på materialet i arbetsstycket som bearbetas. Till exempel används emulsion oftast för att kyla stål (konstruktion, verktyg och legering), gjutjärn, koppar och aluminium. Dessutom används fotogen för att kyla gjutjärn och aluminium.
Gängning i koppar, mässing och brons kan göras utan kylning.
Utvändig gängskärning
Tråd representerar spiralformade spår bildade på roterande delar. Används ofta för att koppla samman delar (fästning) och för att överföra rörelse (som t.ex. i blyskruven på en svarv eller ett skruvstycke).
Används i gängade anslutningar bultar, hårnålar Och skruvar. Bult – en cylindrisk stång med ett huvud i ena änden och en gänga i den andra (se bilden till höger A). Hårnål - en cylindrisk stång med gängor i båda ändar. Ena änden av tappen skruvas in i en av delarna som ska sammanfogas, och den del som ska fästas installeras i den andra änden och en mutter skruvas på ( b). Skruva - en cylindrisk stång med en gänga för skruvning i en av delarna som ska anslutas och ett huvud av olika former ( V).
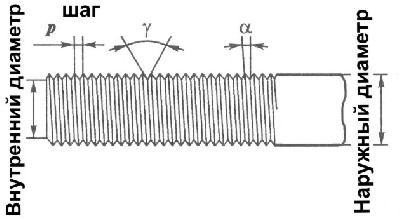
Grundläggande trådelement
: spiralvinkel A,
trådtäthet R, profilvinkel på, yttre och inre diametrar(bilden till vänster). Beroende på syftet gängad anslutning tillämpa olika typer trådar

Förbi svängriktning carving sker höger Och vänster(bilden till höger). Oftast skärs högergänga.
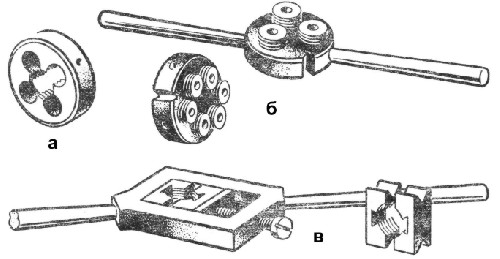
För att skära utvändiga fästtrådar, använd ett specialverktyg - dör. Dom är runda(bild till vänster A), trådrullning(b) Och glidande(V).
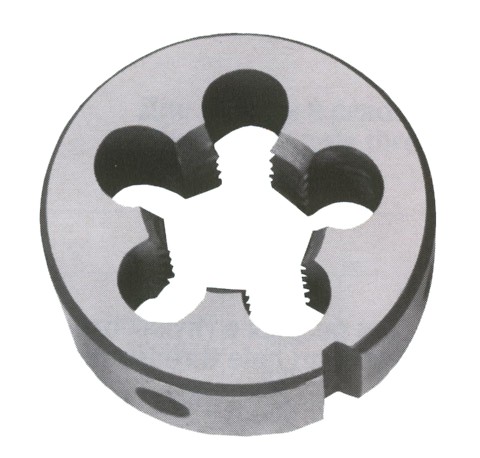
Rund tärning (Fig. till höger) är gjord i form av en mutter av härdat stål. Dysens gänga korsas av genomgående längsgående hål. De resulterande kilformade skäreggarna och spåren säkerställer skärning av arbetsstycket och samtidigt frigörande av spån. För att änden av stången (arbetsstycket) ska passa bättre in i formen från ändsidorna har dess gänga en lägre profilhöjd. Detta är den så kallade staketdelen. Runda formar i enlighet med standarden tillhandahålls för skärning av metriska gängor med en diameter från 1 till 76 mm. De placeras i bon formhållare och fixa det där med dubbar (eller bultar) med ett spår för en skruvmejsel.
Dö 4 (Fig. vänster) med speciella utskärningar 6 fäst vid formhållare 5 eller in krage tre eller fyra skruvar, beroende på dess storlek och driftsförhållanden. En eller två skruvar 7 tjäna till att säkra skruvar 1 Och 3 - för att säkra och komprimera formen när du justerar dess storlek efter att bygeln klippts. Formen expanderas med hjälp av skruva 2 .
I byggnaden trådrullande dyna (ris. b ovan) installerade rullande justerbara gängade hjul. Arbetsstyckets metall skärs inte, utan extruderas. På grund av detta är trådens yta renare, och själva tråden är av högre kvalitet och mer exakt.
 Glidande prismatiska stansar
(ris. V ovan) består av två skjutbara och infällbara halvplattor.
Glidande prismatiska stansar
(ris. V ovan) består av två skjutbara och infällbara halvplattor.
Av särskilt intresse är vredet för att installera och fästa stansar (Fig. till höger) med en extra styrring 16
, vilket hjälper till att bibehålla riktningen på cylindriska arbetsstycken 12
(stänger, formskjutare och skruvar, formavdragare). Den extra enheten kan användas i konventionella grindar.
I den inre delen av klippet 1
Kragen har ett bearbetat fyrkantigt fönster med insatta prismatiska stansar. Det finns en skruv installerad på sidan av hållaren 15
, trycka på formarna 9
under drift, och från sidorna av klämman in i kroppen 11
två handtag inskruvade 13
för handgrepp. Det finns en bricka installerad i botten av buren 14
, fäst med skruvar 8
och två styrstift 10
, längs vilken ringen rör sig 16
.
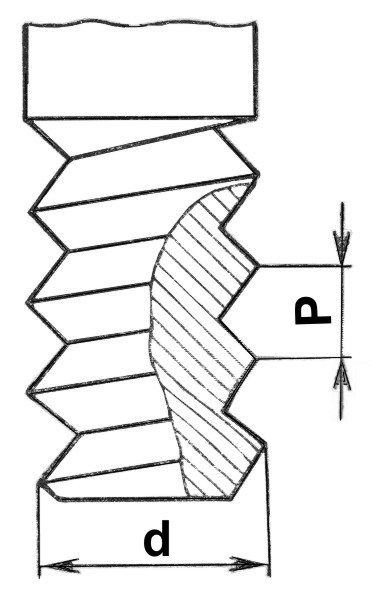
För att skära en tråd med en stans på en stång måste du först veta gängans ytterdiameter d och hon steg R(se bild till vänster). Dessa data anges på skylten. Använd sedan tabellen (se tabellen nedan), bestäm diametern på stången för denna tråd och välj arbetsstycket.
| Tråddiameter | Steg(R) | Stångens diameter | |
| Minst | Största | ||
| M 5 | 0,75 | 4,8 | 4,8 |
| M 6 | 1 | 5,8 | 5,8 |
| M 8 | 1,25 | 7,8 | 7,9 |
| M 10 | 1,5 | 9,75 | 9,85 |
| M 12 | 1,75 | 11,76 | 11,88 |
Samtidigt är det nödvändigt att ta hänsyn till att när en tråd skärs, "töjs" metallen, särskilt koppar och mjukt stål. Som ett resultat ökar stavens diameter något och trycket på matrisens gängade yta ökar. Den värms upp, spån fastnar på skärkanterna och tråden blir "trasig". Allt detta minskar dess kvalitet. Det är därför diametern på stången bör vara 0,1...0,3 mm mindre än gängans ytterdiameter, beroende på gängans storlek. Om stavens diameter är 0,4...0,5 mm mindre än gängans ytterdiameter, är gängprofilen ofullständig.
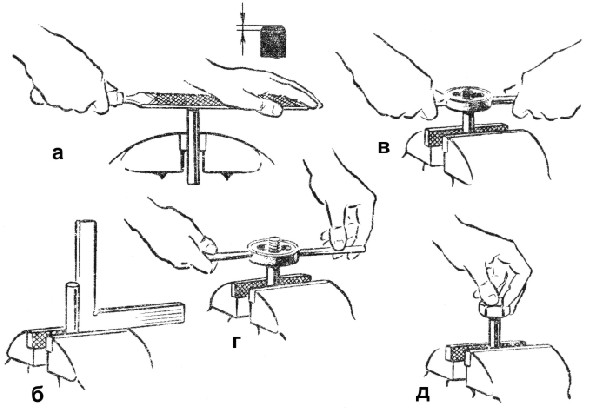 Det valda arbetsstycket måste rätas ut, märkas, skäras enligt markeringarna och, fästa det i ett skruvstäd, fasas med en fil (bild till höger) A) så att munstyckets inloppsdel lättare fångar upp metallen. Du bör kontrollera matrisens kvalitet genom extern inspektion och genom att skruva fast den på en bult eller bult med intakt gänga. Det är också nödvändigt att noggrant kontrollera kvaliteten på fastsättningen av formen i formhållaren för att utesluta eventuell snedvridning och glidning i sockeln.
Det valda arbetsstycket måste rätas ut, märkas, skäras enligt markeringarna och, fästa det i ett skruvstäd, fasas med en fil (bild till höger) A) så att munstyckets inloppsdel lättare fångar upp metallen. Du bör kontrollera matrisens kvalitet genom extern inspektion och genom att skruva fast den på en bult eller bult med intakt gänga. Det är också nödvändigt att noggrant kontrollera kvaliteten på fastsättningen av formen i formhållaren för att utesluta eventuell snedvridning och glidning i sockeln.
Innan tråden skärs markeras dess längd på stången, stången fästs i ett skruvstäd så att änden som sticker ut ovanför käftarnas övre plan är 20...25 mm större än delen som skärs. Staven placeras på kvadraten i en vinkel på 90° mot käftarnas övre plan (fig. b). Formen, fixerad i formhållaren, placeras på den övre änden av stången och roterar den med ett lätt tryck, vilket förhindrar att formen sned, (Fig. V). Efter att ha klippt 1-2 trådar, kontrollera återigen sammanträffandet av rotationsaxlarna för formen och stången.
Efter det smörj den gängade delen av stången med olja, skära av formen och rotera formen, tryck jämnt på båda handtagen på formhållaren (Fig. G). Rotationen ska vara fram- och återgående: ett eller två varv åt höger och ett halvt varv åt vänster. I det här fallet bryts spånen och går ut genom det längsgående hålet. Detta gör trådavskärning enklare och förbättrar trådkvaliteten. 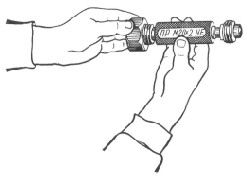
Kvaliteten på skurna gängor kontrolleras under produktionsförhållanden gängmikrometer, gängmätare-ringar och skruvpluggar(se bild till vänster). I skolmiljö är det tillåtet att kontrollera gängor med muttrar.
Efter avslutat arbete tas formen bort från formhållaren, rengörs noggrant från chips med en borste, torkas av med en trasa och smörjs med olja.
Gängklippning med stans kan också göras på en svarv.
Vid skärning av gängor ska dynan sitta säkert i dynhållaren.
Var försiktig när du arbetar så att du inte hamnar mellan handtaget och stödet.
Använd en borste eller oljekanna för smörjning.
Blås inte spånen från formen, utan använd en kvastborste.
Låt inte olja komma på kläder eller händer.
Fabriker använder härdade skruvar som drivs genom stansade hål i två eller flera plåtbitar som ska sammanfogas. Skruvar, skär gängor i hål, anslut dessa delar. Denna metod för gängad anslutning är ekonomisk och påskyndar monteringsprocessen. Många företag använder nu härdade självextruderande skruvar för stål- och gjutjärnsdelar, vars hårdhet är mindre än skruvarnas hårdhet.
Gängor på bultar och dubbar med liten diameter görs på automatiska svarvar samtidigt med tillverkningen av själva bultarna. Skruvar och bultar också stämplad på pressarna.
Används ofta i massproduktion utvändig trådrullning. Efter att ha passerat mellan rullarna bildas en tråd på stången. Vissa gängmaskiner använder hårdmetallplattor istället för rullar.
Nedan beskriver vi de grundläggande termer och begrepp som är nödvändiga för att bemästra materialet.
Huvudtrådselement:
Yttergänga diameter- detta är diametern på en imaginär cylinder, vars yta sammanfaller med topparna på den yttre gängan och dalarna på den inre gängan.
Invändig gängdiameter- cylinderns diameter, vars yta sammanfaller med topparna på den inre gängan och den yttre gängans dalar.
Genomsnittlig gängdiameter- diametern på en tänkt cylinder som är koaxiell med gängan, vars generatris skär gängprofilen vid den punkt där spårets bredd är lika med halva gängstigningen.
Profilvinkel- vinkeln mellan profilens sidor, mätt i den axiella sektionen.
Toppen av profilen- sektion av profilen som förbinder sidorna av utsprånget.
Profildepression- sektion av profilen som förbinder sidorna av spåret.
Gängstigning är avståndet mellan intilliggande profilsidor med samma namn i en riktning parallell med gängaxeln.
Gängvinkel- vinkeln som bildas av tangenten till spirallinjen till en punkt som ligger på gängans medeldiameter och ett plan vinkelrätt mot gängans axel.
Profilvinkel- vinkeln mellan trådens sidor, mätt i ett plan som går genom trådens axel.
Gängsystem
Följande trådar används inom industrin:
Metrisk tråd- har en triangulär profil och tjänar främst till att koppla samman delar.
Metriska trådar är indelade i två grupper: metrisk tråd med ett stort steg Och metrisk gänga med fin stigning för diametrar 0,25-600 mm.
Rör avsmalnande gänga- har samma syfte som den cylindriska. Den erforderliga anslutningstätheten uppnås genom att deformera varven på den koniska rörgängan.
Avsmalnande tum tråd med en profilvinkel på 60 grader. Avsmalnande tumgängor används för att få täta anslutningar.
Tum tråd
- används för att fästa anslutningar av maskindelar med bultar, skruvar och dubbar.
Trapetsformade trådar- används främst för blyskruvar i verktygsmaskiner och andra kraftöverföringar.
Trapetsformade trådarär uppdelade i stora, normala och små.
Trycktrådar- stora, normala och små - används främst för löp- och lastskruvar (tung last) med ensidigt verkande last. I sällsynta fall används de som fästelement.
Rektangulär tråd- används för last och blyskruvar. Trådar är svåra att tillverka och har nackdelar som begränsar användningen.
Cylindrisk rörgänga- cylindriska rörgängor används i anslutningar av ihåliga tunnväggiga delar, när anslutningen måste vara särskilt tät.
Modulär tråd- används för maskar.
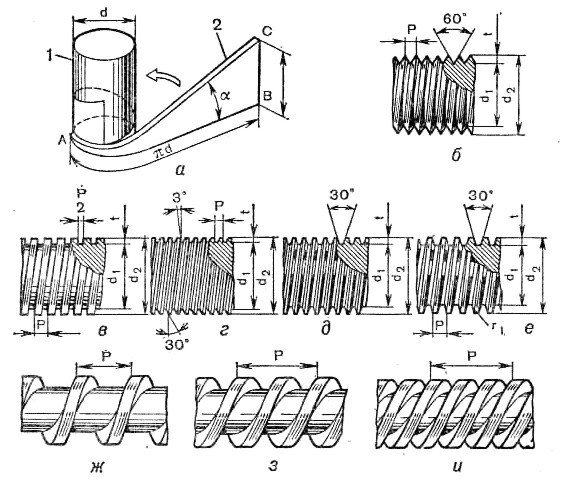
Helixdiagram: A- utveckling av en helixlinje; b- cylindrisk triangulär gänga; V- cylindrisk fyrkantig gänga; G- cylindrisk rektangulär tråd; d- cylindrisk
trapetsformad tråd; e- cylindrisk rund tråd; och- enkelstartsgänga; h- dubbel tråd; och - tre-start tråd.

För att ta reda på gängstigningen används speciella mätare (se bilden till höger).



