Polyethylene pipes are widely used for the reconstruction of old and installation of new pipelines. They are characterized by high strength and good quality, but require highly qualified personnel and knowledge of special construction technologies.
The reliability of the system largely depends on the method of fastening the pipe sections to each other. The most common method is welding polyethylene pipes end-to-end This method provides a monolithic connection plastic pipes from HDPE.
Butt welding cost
| Diameter | Price per joint | The minimum cost of work performed in one work shift is 15,000 rubles. | The cost of renting a generator 6kVA/1phase/220V is 4000 rubles/shift 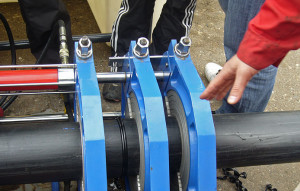 |
||
| 63 | 220 rub. | ||||
| 75 | 280 rub. | ||||
| 90 | 340 rub. | ||||
| 110 | 440 rub. | ||||
| 125 | 660 rub. | ||||
| 140 | 700 rub. | ||||
| 160 | 850 rub. | ||||
| 180 | 1100 rub. | ||||
| 200 | 1250 rub. | ||||
| 225 | 1400 rub. | ||||
| 250 | 1850 rub. | ||||
| 280 | 2200 rub. | ||||
| 315 | 2400 rub. | ||||
| 355 | 3300 rub. | The minimum cost of work performed in one work shift is 18,000 rubles. | The cost of renting a generator 12kVA/3phase/380V is 6000 rubles/shift  |
||
| 400 | 3700 rub. | ||||
| 450 | 4400 rub. | ||||
| 500 | 5500 rub. | ||||
| 560 | 5800 rub. | ||||
| 630 | 6200 rub. | ||||
| 710 | By agreement |  |
|||
| 800 | |||||
| 900 | |||||
| 1000 | |||||
| 1200 | |||||
| 1400 | |||||
| 1600 | |||||
| The minimum cost of work performed in one work shift includes the cost of visiting a welding specialist with the necessary set of equipment | |||||
Butt welding services from CityWeld LLC
All installation work is carried out by experienced company specialists. When welding butt joints of pipes, high-strength seams are obtained. In our work, we use specialized automatic equipment that allows us to install pressure pipelines and gas pipelines, non-pressure systems and shaped elements with a diameter of 40–800 mm with a guarantee of reliability.
Welding machine design
Equipment for welding butt seams consists of the following main components:
- centralizer. With its help, the segments are fixed to prevent axial displacement in the seam and create the force necessary for welding;
- hydraulic unit. It is supplied together with machines equipped with a hydraulic centralizer. The station creates the pressure necessary for strong butt welding of pipes;
- trimmer. It is used to clean and align the ends of pipes and polyethylene shaped elements. Quality preparation ends ensures high quality seams when butt welding;
- heater. This element is also called a welding mirror. Using a heater, the ends of the pipes are melted at the joints.
Butt welding stages
- Melting pipe ends. This First stage butt welding, on which the primary flash is formed.
- Heat. The specialist barely touches the plane of the pipe ends with the mirror so that the pressure on them is minimal. The polyethylene in the mass is uniformly heated and the material is melted in the pipe butt welding area.
- Heating apparatus outlet. This stage of butt welding must be performed very carefully and quickly. Do not allow contamination or damage to the ends, or contact of surfaces with foreign objects. Immediately after the apparatus is removed, the pipes are joined end-to-end, forming a seam.
- Welding. The formation of molecular bonds occurs, and the final flash is formed in the welding zone of the butt joint. The pressure value at this stage is equal to the values that are observed during the melting process.
- Cooling. This is the final stage of butt welding of pipes. The junction of the ends settles, while the fastening gains maximum strength. The polymer crystallizes evenly, and polyethylene homogeneity is achieved.
Advantages of butt welding of pipes
Fastening strength. Welding butt seams allows you to reliably and hermetically connect the ends of the pipes. In terms of strength indicators, the attachment points will not be inferior to the main part of the segments.
Reliability. Butt welding of polyethylene pipes is carried out using modern high-quality equipment, so the risk of human error is minimized. All work process parameters are controlled by a special software, which does not allow deviations and ensures high quality results.
Performance. Butt welding is carried out in the shortest possible time using specialized machines. The equipment allows you to hermetically and quickly connect HDPE pipes of various sizes.
Advantages of cooperation with CityWeld LLC
- Modern technological equipment.New generation machines are used for welding pipes. They ensure stability of work process parameters regardless of voltage fluctuations in the network and are characterized by a high degree of safety.
- Qualified personnel.Butt welding of plastic pipes is performed by experienced workers certified according to the NAKS system.
- Flexible pricing policy.The cost of welding work always pleasantly surprises our customers. In addition, we constantly run promotions and provide favorable discounts.
- High quality.An official guarantee is provided for butt welding of pipes.
We are ready to discuss the terms of cooperation individually with each customer. Our managers always try to meet the client’s wishes, selecting mutually beneficial options. To call a specialist to weld plastic pipelines or ask questions to the professionals of CityWeld LLC, contact us using one of the methods below.
The reliability and proper functioning of a plastic pipeline (especially if it is pressure) directly depends on the method of connecting the pipes of which it consists. The most durable method is, of course, welding polyethylene pipes. With its help, you can connect pipeline elements not only with each other, but also with. Its technology will be discussed in our article.
Connection methods
A high-quality welded connection of polyethylene pipes allows you to maintain the original flexibility of HDPE pipes and does not have a negative impact on their strength. Such a pipeline is a monolithic structure, as if it were one pipe of impressive length. Welding is used when installing communications in an open manner (on the surface of the ground with subsequent installation in trenches) and during trenchless renovation.
Many people do not know how to connect polyethylene pipes using welding equipment. There are two methods for welding pressure pipes made of polyethylene:
- butt;
- electrofusion.
Butt welding of HDPE pipes
Features of the method
In short, the installation of a plastic pipeline in this case begins with heating and gradual melting of the connected ends using the heater of the welding unit. This is followed by connecting the pipes with pressure applied.
Please note that polyethylene pipes should be used. different brands, as well as those differing in diameter and SDR are prohibited. In addition, the wall thickness should not be less than 4.5 mm, and the permissible ambient temperature should be from -15 0 C to + 45 0 C.
Connecting pipes using butt welding is not as easy as it might seem to an amateur. Only qualified, experienced specialists using professional welding equipment can guarantee high quality welds. On the other hand, butt welding has such important advantages as those listed below:
- work is carried out without the involvement of heavy machinery and equipment;
- A maximum of two people is required;
- low energy costs - installation of a HDPE pipeline is faster and easier compared to laying a metal (steel) analogue. This is especially true when laying long pipes (sold on reels or in coils), which can reduce the need for welds by 50-100 times. Not only the cost of human labor is reduced, but also the installation time and, accordingly, the cost of the issue.
To perform butt welding, it is necessary to prepare pipes and fittings with identical parameters:
- diameter;
- Wall thickness;
- brand of polymer.
Butt welding technology
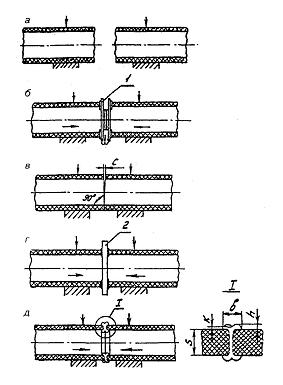
The welding technology is described below:
- The ends of the pipes to be connected are leveled, cleaned of dirt and irregularities in order to achieve precise contact between the elements.
It is better to carry out this operation with an electric trimmer; it cuts and aligns the ends precisely at an angle of 90 0 mechanically. Trimming is carried out until an even, continuous ribbon of chips appears.
- Next, it is activated - the ends are melted. On at this stage a primary burr is formed.

- Afterwards, the heater continues to act on the ends of the pipes so that the heat gradually spreads inside each pipe and the melting of the polyethylene begins. The temperature and exposure time are selected taking into account the properties of the material of the selected grade according to the welding table in order to preserve the physical and chemical characteristics.
- When a certain time is maintained, the welding machine is withdrawn. This must be done very carefully and quickly to prevent damage to the pipes and the settling of foreign particles and contaminants.
- Once the heater is removed, the pipes are joined, forming molecular bonds at the junction and creating the final burr. Please note that the pressure applied should be the same as during the procedure for melting polyethylene.

- The final point is cooling the weld, the polyethylene at the joint settles and gains the maximum possible strength. The result is a uniform, symmetrical pile. If the seam lacks symmetry, it means installation errors were made.
Electrofusion welding
Another known method of welding polyethylene pipes is installation using electric couplings (it is also called thermistor welding). The main positive characteristics of electrofusion welding are the high-quality connection of pipeline elements and a simple, quick installation process. With its help, unlike butt welding, you can connect pipes with a wall thickness of 4 mm or less.
Instructions for welding using electric couplings involve the following steps:
- Cleaning the ends from dust and dirt for length? the length of the coupling or even more is done mechanically.
- Degreasing surfaces, removing the oxide layer.

The points listed above are mandatory preparatory activities. The quality of the future connection is based on them, so they cannot be ignored.
- Installation of the coupling on the pipe, centering.
- Welding connection of the coupling and the end of the pipe, a welding machine for polyethylene pipes is used.
- Cooling of the connection occurs naturally, there should be no external influence on the seam.
Soldering of polyethylene pipes and fittings can be carried out by welding machines with different degrees of automation. Depending on the integrity of a particular manufacturer, the build quality of the equipment itself and its ability to work in different conditions may differ.

A welding machine for sleeve welding is very easy to use, equipped with a scanner that reads information from a bar code located on the fitting (welding time, voltage, temperature, etc.). Based on the data received, the unit itself sets the welding parameters, automatically performs the task, controls all stages and, in case of an error, notifies the operator by displaying its digital designation on the screen.
HDPE pipes are widely used in laying underground communications - pressure and gravity pipelines. HDPE pipes are worthy competitors to cast iron, concrete and metal pipes. The service life of polyethylene pipes exceeds 50 years. Such a long service life is due to many factors - HDPE pipes do not react with aggressive liquids and water, so they are not susceptible to corrosion, have high density, wear resistance, and can withstand heavy soil loads, pressure and even earthquakes. Polyethylene pipes are 3-4 times lighter than pipes made from other materials, which makes them easier to transport and install.
Construction site. Welding of HDPE pipes.
HDPE pipes have high performance qualities - elasticity, inaccessible to other types of pipes, at subzero temperatures, water frozen inside does not deform the HDPE pipe, they are non-toxic and have high bacteriological resistance. The big advantage of HDPE pipes is their ease of installation, installation and maintenance.
Butt welding of pipes is used for pipes under pressure during operation. The butt welding method, rather than the electrofusion method, is more reliable and durable.
One-piece method of connecting polyethylene pipes low pressure(butt welding) is performed for pipes with a diameter over 50 mm. The technology for welding HDPE pipes has many nuances; welding is carried out with a special welding machine for polyethylene pipes; the ends of the pipes are first cleaned of dirt and roughness for a tighter and better connection. The ends of the pipes are heated and connected under pressure.
The exposure time, as well as the welding temperature, are selected in the welding table according to the brand of material and its properties. When the molten plastic cools, it forms a reliable monolithic joint. The seam after welding should be smooth and symmetrical; this is a sign of a job done correctly and a guarantee of quality.
Ultimately, the structure welded in this way is not only as strong as, but sometimes even superior to, a solid pipe. For a guaranteed result and high quality welds, it is necessary that such parameters of the pipes being welded as diameter, wall thickness and polymer grade completely coincide.
Butt welding of HDPE pipes has a number of advantages, the technology of welding HDPE pipes eliminates the use of heavy machinery and equipment, installation of a pipeline from HDPE pipes is easier and faster compared to a similar pipeline from pipes made from other materials, the time spent on welding is several times less than with welding of metal and concrete pipes.




Welding HDPE pipes does not require insulation or electrodes. Installation time and the number of human resources involved are reduced. And the pipes themselves can be used an unlimited number of times, that is, a pipeline made from HDPE pipes can be easily disassembled and transported for further reinstallation. If necessary, used pipes can be easily disposed of, and they can also be recycled. The use of pipes made of low-density polyethylene is economically beneficial in all respects.
Sincerely, the team of the company "TD Leader Stroy" LLC
16 December 2015 Alexei
The invention of polymers has greatly simplified the processes associated with laying pipelines. Products made from them are characterized by high ductility, strength and low weight.
But among the various types of this material, low-density polyethylene has gained particular popularity. The widest range of pipes is produced from it.
They are used to transport various media and are in great demand among professionals and the public. Such products have become widespread not only due to their technical specifications, but also simple installation. Anyone can weld pipes with their own hands. It is extremely simple and does not require complex special equipment.
Features of pipes and their scope of application
Dense polyethylene is used to make this sanitary ware. Therefore, pipes made from it are highly durable and flexible. Being light in weight, they are easy to install and transport, without requiring special equipment to perform loading and unloading operations. Maintenance of such pipes is one of the simplest.
Due to their excellent technical characteristics, these products are widely used in various fields of human activity.
They are most often used:
- In sewerage systems;
- Water supply;
- Electrical networks.
But besides this, HDPE pipes are also relevant in agriculture, as well as during the construction of wells. Restrictions on use apply only to heating and hot water supply systems, since polyethylene products soften at 80°C.
Various connection methods
The simple installation of polyethylene products is the main reason for their popularity. Moreover, HDPE pipes can be connected in two main ways:
- One-piece;
- Detachable.
The first of them involves the use of a welding machine for HDPE pipes and is used in areas with high pressure; it is suitable for products with a diameter of 50 mm. The second is carried out using connecting parts. But the best result still comes from the one-piece method. The seams obtained during the welding of HDPE pipes are considered the most durable and absolutely airtight.

There are two types of such work:
- Butt;
- Electrofusion.
Each of them can be performed independently without the involvement of specialists. Let's look at the features of each of them and what tools are needed for this.
DIY butt welding
This method is carried out using a special apparatus for welding the pipeline. The process itself is as follows. The ends of the elements are cleaned of dirt and wiped with a degreasing compound. Then they are heated by a special heating element to a viscous state and connected under pressure. After this, the seam must cool naturally and only then can you begin to operate the pipeline.
However, when performing butt welding, you should monitor such parameters as:
- Heating time;
- Height of end melting;
- Pressure on the surfaces to be joined;
- Temperature.
If all recommended parameters are observed, the seam should be smooth with an equal protrusion over the entire surface. Butt welding is considered the main method of creating a pipeline from polyethylene components.
Electrofusion welding
This method involves using a shaped polyethylene coupling. Inside it there are electric spirals through which current passes, leading to the heating of the part to the required temperature.
Before starting electrofusion welding of HDPE pipes, the ends of the products must also be thoroughly cleaned and degreased. This technology is most often used when creating connections into an existing system, when repairing bends and in other cases.
A special feature of this method is the need for the elements to remain motionless during its execution and until it cools down.
Necessary equipment for connection
Each connection method requires a specific tool:
- Soldering iron;
- Shaped parts with electric spirals.
When choosing a soldering iron for welding, you should remember that they are divided depending on the shape of the working body into:
- Rod;
- Ensiform.
Devices of the first type are usually used for butt welding pipes in hard-to-reach places. Regardless of which soldering iron is chosen, its power must also be taken into account. This parameter is selected as follows. The diameter of the pipe in mm is multiplied by 10. If you intend to connect elements with a diameter of 50 mm, then you should purchase a soldering iron with a power of 500 W.
Modern equipment for welding HDPE pipes is difficult to imagine without electronic filling. It is also available in soldering irons. Most models are equipped with electronic control that allows you to accurately set the heating temperature.
To weld HDPE pipes, you will also need soldering iron attachments. They are available with two types of coating:
- Teflonov;
- Metallized.
Moreover, the latter has the highest strength characteristics. When choosing a tool for welding HDPE pipes with your own hands, you need to remember that a high-quality seam can only be obtained by using high-quality equipment.
Detachable connection and fittings for it
Pipe installation using couplings is not always highly reliable, but is still used quite often.
This method has its advantages:
- Firstly, it does not require special tools; you may only need a wrench, and only when working with large-diameter tubes.
- Secondly, a detachable connection can be made in places where welding is not possible, for example, under water.
- Thirdly, this method is designed for quick pipeline assembly.
For such a connection, brass or HDPE welded compression fittings can be used, complete with plugs and flexible seals. The preparation process is similar to that performed during welding.
After cutting the pipe into pieces of the required length, their ends are cleaned of dirt. The only condition is that they must be strictly perpendicular to the body.
The next step is preparing the fitting. To do this, unscrew the union nut several turns and forcefully insert the pipe into the seal. Next, put on a collet with an elastic ring and tighten the nut.
There are two ways to make a detachable connection:
- Bell-shaped, using rubber seals;
- Flange with mounting elements.
Installation of pipes with couplings
This method is very reliable, and in addition, it is simple to perform and does not require large financial costs. HDPE welded couplings are made of polyethylene, therefore they are low cost, but at the same time resistant to mechanical stress and temperature changes.
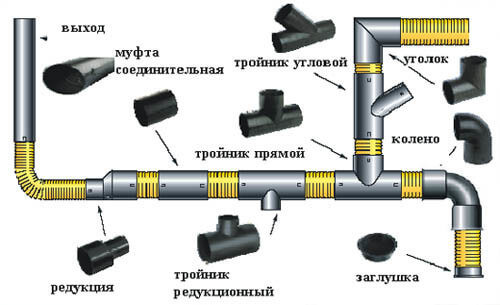
Various connection schemes and types of fittings
Another advantage of using such connecting elements is their versatility. They can be used to assemble various pipelines. In addition, for installation of HDPE and metal pipes Special adapter couplings are produced.
What mistakes should you avoid?
To install HDPE pipes yourself, you need to have basic knowledge of plumbing. This will help avoid assembly errors. One of the most important points is the linear expansion of the pipeline. Without this, high voltage occurs in the pipes, leading to a decrease in the service life of the system.
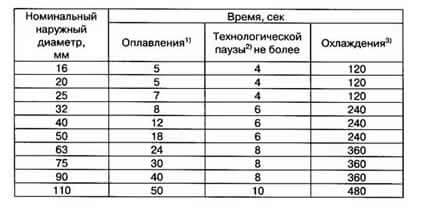
Technological pause table
If hidden installation is intended, then before starting cementing, it is necessary to wrap the pipes in insulating material. The same is done when laying a plumbing system, which avoids the formation of condensation on the surface. When welding HDPE pipes, you must follow certain rules. One of them is to moderately tighten the adapters to avoid compromising the integrity of the system.
One more important point is the correct calculation of the distance between the fasteners. If it is very large, then over time the pipeline will sag, which will negatively affect its service life.
Taking into account all the nuances listed above, you can install HDPE pipes yourself, without resorting to the services of specialists.
The Teploognezashchita company has extensive experience for design and installation of utilities will weld low pressure polyethylene pipes. Polyethylene pipes (HDPE) are a widely used material in construction. They are used for assembling pressure and non-pressure pipelines. The pipes are easy to process and light in weight. If you need high-quality welding of HDPE pipes contact us! Our specialists know how, love and want to work! We work with leading manufacturers without intermediaries!
is a process in which a permanent connection is obtained by heating, melting the ends of two cut polyethylene pipes, couplings or fittings, under the influence of a certain high temperature and precisely measured time, and then joining under pressure or interpenetration and further cooling at rest.
Compared to metal and polypropylene pipes HDPE pipes have a number of significant advantages: resistance to oxidation, destruction by microorganisms, mechanical loads, to temperature changes, light weight, economy, environmental friendliness. HDPE pipes produced in accordance with GOST 16338-85 are safe for the environment and humans.
Clipping from GOST 16338-85 clause 2.9. :
Basic grades and compositions of polyethylene, approved by the USSR Ministry of Health for the manufacture of products in contact with food, drinking water, cosmetic and medicines, as well as for the manufacture of toys, are listed in Appendix 2. For these purposes, gas-phase polyethylene compositions of the highest and first grades are used, suspension compositions of the first and second grades, the smell and taste of aqueous extracts of which according to GOST 22648-77 do not exceed one point.
Clipping from GOST 16338-85 clause 3.2. :
Polyethylene of basic grades and compositions at room temperature does not emit environment toxic substances and does not have any effect on the human body upon direct contact. Working with it does not require special precautions.
HDPE pipes are used for laying water pipelines and irrigation systems, installing sewerage systems, and protecting cable bundles when laying electrical networks. Due to the fact that polyethylene has a rather low melting point, 80 degrees, HDPE pipes cannot be used to transport substances with temperatures exceeding 40 degrees.
How to get the perfect pipeline?
The best pipeline is a solid pipe, without burrs, roughness, or bending, so that when looking at the pipe a person would think that it was made specifically for this location, and the pipe was delivered from the factory exactly like that. But in practice, due to the complexity of the pipeline and the limited length of the pipe, many pipe connections have to be made. The development of science and technology has now made it possible to produce new equipment that allows butt welding of HDPE pipes without using additional fittings; this method allows you not to purchase additional materials, but only order the service
There are two ways to connect HDPE tubes:
- detachable connections using special plastic connectors. They are typically used to temporarily connect pipe runs in areas where pipes are not exposed to high pressure.
- HDPE pipe welding Butt welding can be carried out using different devices: butt welding with mechanical or hydraulic compression, as well as manual machines for welding small diameter pipes.
When executed HDPE pipe welding A heating element is placed between the cleaned ends of the pipes, which softens the polyethylene. When this operation is performed correctly, the seam is stronger than the pipe walls. This quality of the seam prevents the possibility of a pipeline breakthrough at the joints.
Electrofusion HDPE welding also requires appropriate equipment. With this connection method, the pipes are not welded to each other, but welded to the coupling. Most often, electrofusion welding is used in the repair and expansion of old pipelines.
What regulates the welding of HDPE pipes?
- SNiP 3.05.04-85:
- SP 62.13330.2011:
3.58 The connection of pipes made of high-density polyethylene (HDPE) and low-density polyethylene (LDPE) with each other and with fittings should be carried out with a heated tool using the method of butt or socket welding. Welding together pipes and fittings made of polyethylene various types(HDPE and PVD) are not allowed.
3.61 Welding of pipes made of LDPE and HDPE can be carried out at an outside air temperature of at least minus 10°C. At lower outside temperatures, welding should be done in insulated rooms.
4.1 Construction of gas distribution networks and reconstruction of worn-out steel gas pipelines should be carried out: using predominantly polymer pipes and connecting parts (for example, made of polyethylene and its modifications, polyamides).
10.4.1 Welding of polyethylene gas pipelines with connecting parts with a seal must be carried out by devices that record the welding results with their subsequent issuance in the form of a printed protocol.
HDPE pipe welding technology
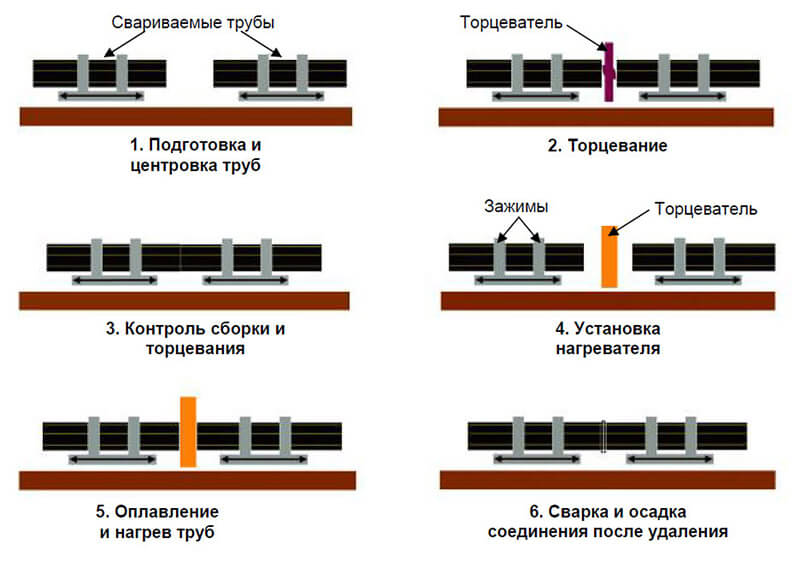
Performed in the following sequence of actions:
- Checking the quality of pipes to be welded. When welding HDPE pipes is performed, the ovality, uniformity of wall thickness, and compliance of the wall thickness with the markings indicated on the pipe are controlled.
- Installation of pipe ends into a centralizer, which aligns their relative positions.
- Mechanical cleaning of the external and internal parts of the pipe.
- Setting the displacement pressure (for pneumatic devices).
- Trimming. A thin layer of polyethylene is removed from the outer surface of both ends of the pipe so that the resulting seam is neat and durable.
- Removing chips.
- Checking the ends of the pipes for the gap size.
- Degreasing the ends with an alcohol-containing agent to improve the quality of welding.
- Installation of the heating element - a flat metal plate.
- Setting the operating pressure (for pneumatic devices).
- Formation of primary burr.
- Additional heating of pipe ends.
- Removing the heater.
- Joint settlement.
- Seam cooling.
- Checking the quality of the connection. A high-quality seam is a uniform annular bead protruding 2.5 - 5 mm above the surface of the pipe. In this case, the displacement of the pipes should not exceed 0.1 wall thickness
Advantages of working with IC "Teploognezashchita"
- Welding of HDPE pipes is carried out by specialists certified by NAKS.
- The company uses its own high-quality equipment.
- Possibility of high-quality welding of large-diameter HDPE pipes.
- Providing services to residents of the regions.
- Fast execution of urgent orders.
- Opportunity to receive a discount on welding of large diameter HDPE pipes.
If you want to order a service - welding of HDPE pipes, please contact IC "Teploognezashchita".




{kind=link}