De acuerdo con GOST 24856-2014. Accesorios para tuberías. Términos y definiciones “una brida es un elemento de ajuste que se utiliza para conectarlo a una tubería o equipo tecnológico. En la mayoría de los casos, las bridas tienen la forma de un anillo plano con una superficie de sellado y orificios para sujetadores.
El mismo documento reglamentario habla de los principales tipos de bridas: brida plana, brida soldada a tope (collar), brida roscada.
Accesorios de brida
Equipado con bridas accesorios para tuberías se llama accesorios bridados, y la tubería que proporciona una conexión bridada a la tubería se llama tubería bridada.
A pesar de que cada uno de los métodos de conexión de accesorios de tuberías tiende a tener su combinación de condiciones más preferible (parámetros nominales de los accesorios, materiales con los que están hechos, propiedades del entorno de trabajo, etc.), "áreas de interés" diferentes tipos las conexiones pueden superponerse. En este caso, hay una razón para hablar de competencia tecnológica entre varias conexiones de accesorios de tuberías. Por ejemplo, durante el diseño y construcción sistemas de tuberías para el transporte de licuados gas natural(GNL) los accesorios con bridas están directamente "opuestos" a los accesorios soldados.
Como cualquier otra, la conexión de brida de accesorios, además de las indudables ventajas, no tiene las más fortalezas. Pero en el caso de los accesorios con bridas, el equilibrio entre ellos suele inclinarse aún más a favor de las “ventajas”, y son las conexiones con bridas las que eligen los diseñadores de sistemas de tuberías. Esto se ve claramente confirmado por el alto peso específico de los accesorios embridados entre otros tipos de accesorios para conectar a una tubería.
Estanqueidad de la conexión de brida
El requisito más importante para cualquier conexión de accesorios de tuberías es la estanqueidad. Despresurización conexiones de brida no se debe a sus deficiencias objetivas inherentes, sino a factores puramente subjetivos: servicio inoportuno o insuficiente. Para garantizar que se mantenga el sello nivel alto, es necesario apretar periódicamente los sujetadores que sujetan la conexión de brida. Y, por supuesto, no olvides cambiar las juntas entre las bridas.
Las ventajas de una conexión de brida son la resistencia, la confiabilidad, la posibilidad de instalación y desmontaje repetidos y el uso en un amplio rango de temperaturas. Las bridas pueden soportar prácticamente cualquier diámetro de accesorios, como lo demuestra convincentemente la experiencia de los principales fabricantes nacionales y extranjeros. Por ejemplo, la empresa ARmatek de San Petersburgo suministra contrabridas para accesorios de tuberías con un diámetro de 10 a 1800 milímetros.

Bridas y GOST
La impresionante variedad de bridas no se convierte en un caos, al contrario, es estructurada y ordenada. Se han estandarizado los diseños, opciones de diseño, tamaños estándar de bridas, así como requisitos técnicos generales para las mismas, los materiales utilizados para su fabricación y métodos de fijación.
Actualmente, está en vigor la norma nacional de la Federación de Rusia “GOST R 54432-2011”. Bridas de accesorios, piezas de conexión y tuberías para presión nominal desde PN 1 a PN 200. Diseño, dimensiones y requisitos técnicos generales.” Su período de validez es limitado. Está listo para ser reemplazado por GOST 33259-2015. Bridas de accesorios, piezas de conexión y tuberías para presión nominal hasta PN 250. Diseño, dimensiones y requisitos técnicos generales.” Esto se desprende de la Orden Rosstandart No. 443-st del 26 de mayo de 2015, que contiene una referencia al protocolo del 27 de marzo de 2015 No. 76-P de la reunión del Consejo Interestatal de Normalización, Metrología y Certificación. El nuevo GOST entrará en vigor para uso voluntario a partir del 1 de abril de 2016. Después de esto, ocho GOST que ya se han vuelto familiares dejarán de estar en vigor:
- GOST 12815-80. Bridas de accesorios, piezas de conexión y tuberías para Py de 0,1 a 20,0 MPa (de 1 a 200 kgf/cm2). Tipos. Dimensiones de conexión y dimensiones de superficies de sellado;
- GOST 12816-80. Bridas de accesorios, piezas de conexión y tuberías para Py de 0,1 a 20,0 MPa (de 1 a 200 kgf/cm2). Requisitos técnicos generales;
- GOST 12817-80. Bridas fundidas en fundición gris con Ru de 0,1 a 1,6 MPa (de 1 a 16 kgf/cm2). Diseño y dimensiones;
- GOST 12818-80. Bridas fundidas en fundición maleable con Ru de 1,6 a 4,0 MPa (de 16 a 40 kgf/cm2). Diseño y dimensiones;
- GOST 12819-80. Bridas de acero fundido para Ru de 1,6 a 20,0 MPa (de 16 a 200 kgf/cm2). Diseño y dimensiones;
- GOST 12820-80. Bridas soldadas planas de acero para P de 0,1 a 2,5 MPa (de 1 a 25 kgf/cm2). Diseño y dimensiones;
- GOST 12821-80. Bridas de acero soldadas a tope a P de 0,1 a 20,0 MPa (de 1 a 200 kgf/cm2). Diseño y dimensiones;
- GOST 12822-80. Bridas de acero sueltas sobre anillo soldado para Ru de 0,1 a 2,5 MPa (de 1 a 25 kgf/cm2). Diseño y dimensiones.
Tipos de bridas

GOST 33259-2015 identifica seis tipos de bridas. Los nombres de los cuatro primeros comienzan igual: con las palabras "brida de acero plana". Este es el tipo 01 ─ brida plana de acero soldada, tipo 02 ─ brida plana de acero libre sobre un anillo soldado, tipo 03 ─ brida plana de acero libre sobre una brida, tipo 04 ─ brida plana de acero libre sobre una abrazadera para soldar. El resto son ─ tipo 11 ─ brida de acero soldada a tope y tipo 21 ─ brida del cuerpo de la válvula, es decir, cuando la brida es parte del cuerpo de la válvula. Las bridas del cuerpo de la válvula pueden ser de acero fundido o de hierro fundido, grises o dúctiles.
Las bridas de acero soldadas planas se "encadenan" a la tubería y se sueldan directamente a ella.
La peculiaridad de las bridas sueltas es que el diámetro de su orificio interno es mayor que el diámetro exterior de la tubería y se pueden girar fácilmente sobre la tubería, lo que facilita enormemente la instalación.
Una brida plana de acero libre sobre un anillo soldado, además de la propia brida, incluye un anillo que coincide con la brida en términos de diámetro nominal. Mediante soldadura solo se fija el anillo, mientras que la propia brida queda libre. Esto es útil al instalar conexiones de brida en lugares inconvenientes o de difícil acceso, así como cuando es necesario desmontarlas y repararlas con frecuencia.
Para utilizar bridas planas de acero libres en la brida, es necesaria la preparación del extremo de la tubería. Se modifica para formar una superficie de empuje plana. Estas bridas son óptimas para tuberías hechas de metales no ferrosos.
Al instalar bridas planas de acero libres en una abrazadera de soldadura, se utiliza una abrazadera en lugar de un anillo cerrado.
Una brida de acero soldada a tope se une con una soldadura, conectando el extremo a tope de la tubería y el "collar" de la brida (es por eso que estas bridas se llaman bridas de collar). Diámetro interno brida del collar igual al diámetro de la tubería.
De acuerdo con GOST 33259-2015, existen dos gamas de tamaños para los tipos 01, 02, 11 y 21. Se prefiere la fila 1.
Diseño de superficie de sellado
El parámetro de diseño más importante de cualquier brida es el diseño de la superficie de sellado. De acuerdo con GOST 33259-2015, que entra en vigor el 1 de abril de 2016, se adoptaron diez diseños con una indicación detallada de sus dimensiones:
- versión A ─ plana;
- versión B ─ saliente de conexión (corresponde a la versión 1 en adelante ─ de acuerdo con GOST 12815-80);
- versión C, L ─ espiga (corresponde a las versiones 4 y 8);
- versión D, M ─ ranura (corresponde a las versiones 5 y 9);
- versión E ─ protuberancia (corresponde a la versión 2);
- versión F ─ cavidad (corresponde a la versión 3);
- versión J ─ para junta ovalada (corresponde a la versión 7);
- versión K ─ para junta de lente (corresponde a las versiones 6 y 8).
Las versiones C, L y E sólo se pueden utilizar a petición del cliente.
De todas las formas de bridas...
...la ronda es óptima. Las bridas de otras formas son mucho menos comunes.
Aunque las normas permiten la producción de bridas cuadradas de todos los diseños con excepción de las bridas del rango de tamaño 2, que tienen cuatro orificios para pernos (pernos) para una presión nominal no mayor a PN 40.
Por cierto, se permite roscar los orificios de las bridas para los sujetadores.
Materiales y tecnología para la fabricación de bridas.
Para la fabricación de bridas de acero y fundición se utilizan:
- acero ─ al carbono, de baja aleación, resistente al calor, resistente a la corrosión;
- fundición ─ de acero aleado, de alta aleación y sin alear;
- fundición gris ─ SCh 15, SCh 20;
- hierro fundido maleable ─ CN 30-6;
- Hierro fundido de alta resistencia ─ HF 40, HF 45.
La tecnología de fabricación de bridas debe garantizar el estricto cumplimiento de sus dimensiones geométricas y propiedades mecánicas.
Las bridas de los tipos 01, 02, 03, 04 se pueden fabricar a partir de láminas laminadas. Siempre que las soldaduras se realicen con total penetración en toda la sección transversal, este tipo de bridas se pueden soldar. No se permite que las bridas tipo 11 (acero soldado a tope) estén hechas de láminas laminadas. Están hechos de piezas forjadas o piezas estampadas.
Las bridas fabricadas mediante conformado de metal en caliente (forjado, laminado, estampado) cumplen en la mayor medida posible los requisitos operativos modernos. Se obtienen resultados especialmente buenos en la producción de bridas mediante estampación en caliente y posterior tratamiento térmico. Las piezas forjadas estampadas en caliente son actualmente el principal tipo de piezas en bruto para bridas de válvulas de tuberías. Esta tecnología es especialmente relevante en la fabricación de bridas de acero soldadas a tope.
Al ser menos susceptibles a la deformación, las bridas de hierro fundido conservan su forma mejor que las de acero, pero requieren un manejo más cuidadoso, dada su relativa fragilidad. Por lo tanto, el apriete de las conexiones de brida de los accesorios de hierro fundido debe hacerse con cuidado para que un celo excesivo no provoque una rotura de la brida.
sujetadores
No se puede subestimar el papel de los elementos de fijación en las conexiones de bridas. Los pernos o espárragos tienen que “recibir el golpe” cargas mecánicas tratando de romper la conexión. Los sujetadores (pernos, espárragos, tuercas) generalmente están hechos de propiedades materiales iguales o similares a las de las bridas. Al evitar diferencias significativas en los coeficientes de expansión lineal, es posible garantizar el sincronismo en la respuesta de la brida y los sujetadores a los cambios de temperatura, lo cual es importante durante la operación.
Los orificios para sujetadores en las bridas de los accesorios de tuberías deben ubicarse simétricamente con respecto al eje principal vertical y horizontal. Pero no sobre ellos mismos.
Para ahorrar tiempo en la selección y reducir el costo de entrega de los sujetadores necesarios, es conveniente pedirlo completo con bridas a una empresa. Esto también servirá como garantía de su total compatibilidad. Esta oportunidad está disponible para los clientes que se comuniquen con ARMATEK. También será útil equipar las bridas con juntas tipo wafer hechas de diversos materiales. Después de todo, la estanqueidad de una conexión de brida depende en gran medida de sus propiedades y cualidades.
Juntas de brida
El material de la junta debe corresponder a las condiciones de su funcionamiento, teniendo en cuenta los parámetros (presión, composición, temperatura) de las condiciones ambientales y de trabajo.
El sellado móvil o fijo de conectores de brida proporciona varios materiales: caucho, paronita, sellador fusible, etc. Las bridas planas se sellan mediante juntas de metal blando o corrugadas con acolchado blando.
Para las versiones de brida A, B, C, D, E y F, está permitido utilizar una amplia gama de juntas: metálicas (incluido el engranaje), metal-grafito a base de grafito de expansión térmica (TEG), enrolladas en espiral (SNP) , elásticos (son especialmente solicitados para bridas de hierro fundido). Si hablamos de sustancias peligrosas de las clases de peligro 1, 2 o 3 o de sustancias inflamables y explosivas, para bridas con superficies de sellado A y B se deben utilizar juntas onduladas TRG con junta secundaria elástica y juntas SNP con dos anillos restrictivos.
Las bridas con superficies de sellado, versiones K y J, se utilizan con juntas de lente, así como con juntas ovaladas y octogonales. Y bridas con superficies de sellado de versiones L y M ─ con juntas a base de fluoroplástico-4.
Un parámetro importante de una conexión bridada de accesorios de tubería es la fuerza de compresión de la junta, cuyo valor se mide en cientos de kN.
Las dimensiones de la junta deben asegurar el montaje de la conexión de brida, teniendo en cuenta las dimensiones de las versiones de las superficies de sellado de las bridas, y el diseño debe asegurar el centrado de la junta durante el montaje, evitando la posibilidad de extrusión. Se puede proporcionar una mejor fijación de la junta mediante elementos individuales de la estructura de brida. Por ejemplo, la ranura para la junta y la espiga en la brida de acoplamiento forman una especie de cerradura que protege la junta y, por lo tanto, aumenta la confiabilidad de la conexión.
Designación de brida
Para mayor comodidad y posibilidad de comparación, el orden de marcado "antiguo" y "nuevo" se resume en una pequeña tabla.
|
Bridas soldadas planas de acero |
Brida X1-X2-X3-X4 GOST 12820-80, donde: X2 ─ diámetro nominal; X3 ─ presión nominal; X4 ─ calidad del material. |
Brida X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ diámetro nominal X2 ─ presión nominal X3 ─ número de tipo de brida X6 ─ grado de material X7─ grupo de control |
|
Bridas de acero soldadas a tope |
Brida X1-X2-X3-X4 GOST 12821-80 X1 ─ diseño de la superficie de sellado según GOST 1285-80 X2 ─ diámetro nominal X3 ─ presión nominal X4 ─ grado de material |
|
|
Bridas planas de acero libres sobre un anillo soldado. |
Brida X1-X2-X3 GOST 12822-80 X1 ─ diámetro nominal X2 ─ presión nominal X3 ─ grado de material Anillo X1-X2-X3-X4 GOST 12822-80 X1 ─ diseño de la superficie de sellado según GOST 1285-80 X2 ─ diámetro nominal X3 ─ presión nominal X4 ─ grado de material |
Brida X1-X2-X3-X4-X5-X6 GOST 33259 X1 ─ diámetro nominal X2 ─ presión nominal X3 ─ número de tipo de brida X4 ─ número de rango de tamaño (1 o 2) X5 ─ grado de material X6 ─ grupo de control Anillo X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ diámetro nominal X2 ─ presión nominal X3 ─ número de tipo de brida X4 ─ número de rango de tamaño (1 o 2) X5 ─ diseño de la superficie de sellado X6 ─ grado de material X7─ grupo de control |
Los cambios se pueden comparar utilizando varios ejemplos específicos.
|
Designación según GOST 12820-80-GOST 12822-80 |
Designación según GOST 33259-2015 |
|
Brida 1-50-10 St 25 GOST 12820-80 |
Brida 50-10-01-1-V-St 25-III GOST 33259 |
|
Brida 9-50-10F St 25 GOST 12821-80 |
Brida 50-10-01-1-M-St 25-IV GOST 33259 |
|
Brida 3-50-100 St 25 GOST 12821-80 |
Brida 50-100-11-1-F-St 25-IV GOST 33259 |
|
Brida 5-50-100 St 25 GOST 12821-80 |
Brida 50-100-11-1-D-St 25-IV GOST 33259 |
|
Brida 50-10 St 25 GOST 12822-80 Anillo 5-50-10F GOST 12822-80 |
Brida 50-10-02-1-St 25-IV GOST 33259 Anillo 50-10-02-1-L-St 25-IV GOST 33259 |
Los accesorios con bridas ocupan un lugar importante entre otros tipos de accesorios para conectar a una tubería y bridas. varios tipos y los tamaños siguen siendo un elemento extremadamente común de un gran número sistemas tecnológicos, uno de los métodos más comunes para instalar accesorios de tuberías.
Precarga (apriete) necesario para asegurar la estanqueidad conexión de brida de sellado en condiciones de trabajo.
Para sellar componentes de tuberías alta presión, utilizado principalmente , fabricado según .
Uso generalizado de contraventanas con estos sujetadores contribuyó a lo siguiente: simplicidad y capacidad de fabricación en la fabricación; métodos fiables de cálculo y diseño; tradiciones a largo plazo en el diseño y fabricación de SVD. Las desventajas de estas válvulas son la alta intensidad de mano de obra de los mamparos asociada a la duración del atornillado de las piezas roscadas conectadas, así como la dificultad de mecanizar y automatizar el proceso de montaje y desmontaje de la válvula debido a gran número horquillas El deseo de reducir la intensidad de mano de obra del proceso de mamparo y su mecanización ha llevado a la creación de una amplia variedad de diseños de dispositivos especiales para precargar (apretar) pernos o tornillos y nueses.
Apretar sujetadores aplicando torque
Las principales ventajas del método de apriete por torsión son su versatilidad, sencillez y alto rendimiento. Desventajas: eficiencia bastante baja (solo el 10% del total gastado en apretar Conexión roscada el trabajo representa la creación de fuerza axial) y la aparición de tensiones de torsión en el perno durante el apriete, que reducen.
Al apretar la conexión, el par METRO El kr aplicado a la tuerca se gasta para superar la fricción del extremo de la tuerca contra una superficie de soporte estacionaria. y fricción de las superficies de contacto de la rosca de la tuerca y el espárrago:
METRO cr = METRO t+ METRO pag, (1)
Dónde METRO t es el momento de fricción del extremo de la tuerca sobre la superficie de soporte estacionaria de las piezas que se conectan; METRO p - par en la rosca;
METRO t= F t q 3 R T, (2)
Dónde F T es el coeficiente de fricción al final de la tuerca; q 3 - fuerza de apriete; R T - radio de fricción condicional de la tuerca;
R T = (1/3)(D G 3 - d shb 3) / (D G 2 - d shb 2), (3)
donde DT es el diámetro de la superficie de soporte exterior de la tuerca; d shb - diámetro interno . Torque en hilo
MP = q 3 (PAG/ 2π + F pag d 2 / 2), (4)
Dónde R— paso de rosca; F p es el coeficiente de fricción en el hilo; d 2 - diámetro medio del hilo. Para conexiones roscadas cuando las superficies de contacto están lubricadas con aceite industrial y no tienen recubrimientos electrolíticos. F T = 0,12, F p = 0,20.
Apretar sujetadores aplicando fuerzas axiales al vástago de un perno o espárrago
El método de apretar conexiones roscadas aplicando fuerzas axiales al vástago está libre de las desventajas del método considerado. El método consiste en estirar el vástago con un dispositivo especial (gato hidráulico), seguido de atornillar sin apretar la tuerca para fijar el vástago en estado estirado.
La peculiaridad del método es que después de apretar la tuerca sin aplicar par, los elementos de conexión quedan descargados: la rosca de conexión perno - tuerca y microirregularidades de las interfaces lavador de nueces Y . Como resultado, después de eliminar la carga de tracción sobre el perno, estos elementos se cargan y deforman, como resultado de lo cual la fuerza de apriete residual disminuye.
Medición del grado de reducción de fuerza en un montante utilizando el factor de descarga
Grado de reducción de fuerza en tacones altos apreciar factor de descarga. El coeficiente de descarga del espárrago tiene en cuenta la reducción de la fuerza en los espárragos cuando la carga se transfiere a la tuerca principal después de que se elimina la carga del dispositivo de carga y es igual a la relación entre la fuerza que estira el espárrago y la fuerza residual en él. .
Secuencia de apriete de sujetadores en una conexión de brida.
Debido al hecho de que al apretar prácticamente sólo se cargan uno o varios montantes (grupo de montantes) al mismo tiempo, entonces es necesario observar una secuencia determinada al apretar cada espárrago o grupos individuales de espárragos apretados simultáneamente. El cumplimiento de una determinada secuencia al apretar los espárragos se debe a las peculiaridades de apretar una conexión roscada grupal, que son las siguientes. El ajuste de tuberías de alta presión provoca desplazamiento axial de la superficie de sellado de la brida o tapón debido a una disminución de las dimensiones lineales del anillo de sellado en la dirección axial-radial, deformación de microrrugosidades de las superficies de contacto, compresión de los materiales de la brida del cuerpo del recipiente y la tapa en el área de las superficies de sellado y otras deformaciones. Como resultado de estas deformaciones se produce un movimiento axial del plano de la tapa, sobre el que descansan las tuercas de los sujetadores principales.
Reducir constantemente la fuerza de apriete de los sujetadores de bridas
Modos de carga de pernos de conexión de brida
Los modos de carga de los pernos de conexión de brida se dividen en
- una sola vez y
- grupo.
Modo de apriete único para sujetadores de brida
El más rápido, más confiable e ideal desde el punto de vista de garantizar la precisión y uniformidad de la carga es método para apretar todos los pernos a la vez conexiones. En este caso, todos los pernos de conexión se cargan simultáneamente con fuerzas de valores de corriente iguales.
Métodos grupales para apretar pernos o pernos de conexiones de brida.
Si es imposible crear un modo de carga único, se utilizan modos de grupo. En el modo de apriete grupal, todos los espárragos de válvula se dividen en grupos de pernos apretados simultáneamente. Los grupos de montantes deben ser Distribuidos equitativamente a lo largo del perímetro del círculo de pernos. Número de sementales en un grupo. debe haber múltiplo del número total de montantes conexión de brida.
El modo de apriete en grupo puede ser
- bypass único y
- derivación múltiple.
Modo grupal de una sola pasada para apretar sujetadores de una conexión de brida
En modo de derivación única la carga se aplica secuencialmente a cada grupo de pernos apretados simultáneamente solo una vez. En este caso, la carga sobre los pernos de cada grupo cambia del máximo (para el primer grupo) a la fuerza de apriete de diseño (para último grupo). La ventaja de este modo de apriete: relativamente Corta duración el proceso de apretar los pernos, así como más alta precisión carga (en comparación con el modo de derivación múltiple), debido a la gran cantidad de derivaciones y errores de carga asociados. La principal desventaja es la relativa alta fuerza de carga de los espárragos del primer grupo en comparación con la fuerza de carga del último grupo (a menudo difiere entre 8 y 10 veces).
En relación con estas desventajas, los obstáculos para utilizar el modo de apriete de bypass único pueden ser:
- insuficiente cargando energía del dispositivo;
- insuficiente resistencia del vástago de montaje del perno, que debe corresponder a la fuerza de carga de los espárragos del primer grupo.
Modo de grupo de pasadas múltiples para apretar pernos de brida con tuercas
En este caso, utilice modo de apriete en grupo de varias pasadas. Esta modalidad consiste en realizar varias rondas de carga que se suceden una tras otra pernos de todos los grupos de conexión. La fuerza de carga de los pernos durante estos bypass depende de la versión adoptada del modo de apriete multibypass. La variante más común del modo de apriete multi-bypass es ecualización de derivación.
Cálculo de modos de apriete para pernos y tuercas de brida.
Cálculo de modos de apriete de pernos. El modo de apriete de pernos de una sola vez es un caso especial del modo de apriete de grupo de una vuelta, en el que el número de grupos de pernos norte=1, es decir Todos los pernos de brida se cargan simultáneamente. En el modo de ajuste de pernos de una sola pasada, la fuerza de carga actual del siguiente grupo de pernos (RD26-01-122-89)
Dónde k z 1 - coeficiente de descarga de montantes del grupo correspondiente; q n es la fuerza de apriete final de los espárragos del último grupo; norte = metro/i—número de grupos de pasadores en la puerta; metro— número de pasadores en la puerta; i— número de dispositivos de carga que funcionan simultáneamente (gatos hidráulicos); z— número de serie del grupo cargado de placas de contraventana. Poder ultimo q n por grupo de espárragos al final del proceso de apriete,
q norte = Q 3 / norte,(6)
Dónde q 3 - fuerza de apriete total de todos los pernos.
Coeficiente de cumplimiento relativo de la junta de sellado.
α =λ 0 / λ Ш ( q), (7)
λ 0 y λ Ш ( q) - distensibilidad axial de la junta de estanqueidad y del grupo de espárragos. Valor actual de la fuerza de carga de un perno del grupo correspondiente.
q z = q z/ i. (8)
Valor actual de la fuerza de carga de un perno del primer grupo. Q" z=1 se compara con la carga permitida en un perno [ q"]; la condición debe cumplirse
Q" z=1 ≤ [ q"] (9)
Carga permitida en un montante [ q"] se toma igual al menor de dos valores:
1. de la condición de garantizar la resistencia del área de montaje de la rosca del perno
[Q"] ≤ 0,8 σ 20 chelines F Sh, (10)
Dónde σ 20 ТШ - límite elástico del material del montante a una temperatura de 20°C; FШ - área de la sección transversal de la sección de montaje del montante;
2. o por la fuerza de trabajo del dispositivo de carga (gato hidráulico)
[Q"] ≤ q Bien. . (once)
Si no se cumple la condición (9), entonces es necesario calcular el modo de compensación de bypass para apretar los pernos y el valor actual de la fuerza de carga del siguiente grupo de pernos con el bypass correspondiente.
 , (12)
, (12)
[q] = i[Q"]. (13)
Número requerido de rondas
 (14)
(14)
Dónde k z2 es el coeficiente de descarga de los espárragos en el modo de apriete con compensación de derivación.
Factor de alivio del perno para conexiones de brida
Diferencia en el coeficiente de descarga de sujetadores de brida para sellar juntas de diferentes secciones.
Valores máximos de coeficiente A En la siguiente tabla se muestra la descarga de pernos en modo de apriete de una sola pasada (el primer grupo de sujetadores) para una junta tórica del tipo correspondiente.
| Vista en sección de la junta de acero. | Valor máximo k norte | |
| junta de doble cono | 1,4 | |
| junta triangular | 1,45 | |
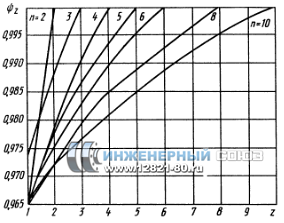
| Arroz. 1. Dependencia del coeficiente ψ
z de CON carga creciente cumplimiento axial piezas de brida disminuir y por lo tanto el coeficiente de descarga de los montantes también disminuye. En este sentido, los coeficientes de descarga de pernos. diferentes grupos las conexiones son diferentes. Para el primer grupo de montantes, que se carga con carga máxima, el coeficiente de descarga es mínimo; para el último grupo de montantes el coeficiente de descarga es máximo. Coeficiente de descarga para un grupo de montantes del número de serie correspondiente k z = ψ z A norte, (15) Dónde ψ z es un coeficiente que depende del tipo de anillo de sellado, el número de grupos de espárragos en la conexión de brida y el número de serie del grupo (Fig. 6.35, 6.36).
Arroz. 1. Dependencia del coeficiente ψ
z de Para válvulas con anillo de sellado octogonal y junta metálica plana, aceptar ψ z = 1, ya que la diferencia de fuerzas de carga entre grupos de montantes es pequeña y, por tanto, el coeficiente de descarga es casi constante e igual al valor máximo A norte. El coeficiente de descarga de los pernos para el primer bypass en el modo de apriete de compensación de bypass se determina como para el modo de apriete de bypass único. Durante las rondas posteriores, el coeficiente de descarga para cada grupo de postes se considera igual al coeficiente de descarga para el último grupo de postes de la primera ronda. Si el dispositivo de carga (gato hidráulico) está equipado con un mecanismo para atornillar tuercas con control de par, entonces con un espárrago estirado este momento está determinado por la fórmula empírica METRO Kpz = 7.7.10 6 F w d p , (16) Dónde METRO Kpz - par, N·m; F w - área de la sección transversal del montante, m2; d p - diámetro de la rosca del sujetador, m. En este caso, el coeficiente de descarga de los espárragos (pernos) k zM = 0,85 ( k z - 1) + 1. (17) ConclusiónEl uso de los métodos considerados de apriete secuencial de sujetadores de brida garantiza una compresión uniforme de la junta de sellado y, en consecuencia, confiabilidad y estanqueidad de la conexión de brida. Bibliografía
Al acceder a esta página, aceptas automáticamente |
BRIDAS DE MONTAJE,
PIEZAS DE CONEXIÓN
Y TUBERÍAS A NOMINACIÓN
PRESIÓN DEPN 1 A PN 200
Diseño, dimensiones
y requisitos técnicos generales
ISO 7005-1:1992
Bridas metálicas - Parte 1: Bridas de acero
(NEQ)
ISO 7005-2:1988
Bridas metálicas - Parte 2: Bridas de hierro fundido
(NEQ)
|
Moscú Informar estándar 2012 |
Prefacio
Objetivos y principios de la estandarización en Federación Rusa establecido por la Ley Federal No. 184-FZ del 27 de diciembre de 2002 "Sobre Regulación Técnica", y las reglas para la aplicación de las normas nacionales de la Federación de Rusia - GOST R 1.0-2004 "Estandarización en la Federación de Rusia". Disposiciones básicas"
Información estándar
1 DESARROLLADO por la Sociedad Anónima Cerrada "Empresa de Investigación y Producción "Oficina Central de Diseño de Ingeniería de Válvulas" (CJSC "NPF "TsKBA")
2 PRESENTADO por el Comité Técnico de Normalización TC 259 “Accesorios para tuberías y fuelles”
3 APROBADO Y ENTRADO EN VIGOR por Orden Agencia Federal sobre regulación técnica y metrología de 28 de septiembre de 2011 No. 374-st
4 Esta norma tiene en cuenta las principales disposiciones reglamentarias de las siguientes normas internacionales:
ISO 7005-1:1992 “Bridas metálicas. Parte 1. Bridas de acero" (ISO 7005-1:1992 "Bridas metálicas - Parte 1: Bridas de acero", NEQ);
ISO 7005-2:1988 “Bridas metálicas. Parte 2. Bridas de hierro fundido" ( YO ASI 7005-2:1988 "Bridas metálicas"- Parte 2: Bridas de hierro fundido", NEQ)
5 PRESENTADO POR PRIMERA VEZ
Información acerca de cambios A presente estándar publicado V anualmente publicado informativo índice "Nacional estándares", A texto cambios Y enmiendas - V mensual publicado información señales "Nacional estándares". EN caso revisión (reemplazos) o cancelaciones presente estándar adecuado notificación voluntad publicado V mensual publicado informativo índice "Nacional estándares". Correspondiente información, notificación Y textos están situados También V informativo sistema general usar - en oficial sitio web Federal agencias Por técnico regulación Y metrología V redes Internet
GOST R 54432-2011
NORMA NACIONAL DE LA FEDERACIÓN DE RUSIA
BRIDAS DE ACCESORIOS, PIEZAS DE CONEXIÓN
Y TUBERÍAS PARA PRESIÓN NOMINAL DEPN 1 A PN 200
Diseño, dimensiones y requisitos técnicos generales.
Bridas para válvulas, accesorios y tuberías para presión nominal de PN 1 a PN 200.
Diseño,dimensiones y requisitos técnicos generales
Fecha de introducción - 2012-04-01
1 área de uso
Esta norma se aplica a las bridas de conexión de accesorios de tuberías, piezas de conexión y tuberías, así como a las bridas de conexión de máquinas, instrumentos, tuberías, aparatos y tanques con una presión nominal dePN 1 a PN200 y establece el diseño y dimensiones de bridas de acero y hierro fundido, define los tipos de bridas, tipos de formas de superficies de sellado, establece requisitos técnicos para fabricación, marcado, prueba e inspección. Esta norma también proporciona recomendaciones para la selección de materiales para bridas y sujetadores.
Para bridas para otros objetos, parámetros y condiciones de uso, se aplican GOST 1536, GOST 4433, GOST 9399, GOST 25660, GOST 28759.1 - GOST 28759.5
La norma se puede utilizar para demostrar el cumplimiento.
2 Referencias normativas
Esta norma utiliza referencias normativas a las siguientes normas:
GOST R 52376-2005 Juntas en espiral resistentes al calor. Tipos. Dimensiones principales
GOST R 52720-2007 Accesorios para tuberías. Términos y definiciones
GOST R 53561-2009 Accesorios para tuberías. Juntas de lentes de acero ovaladas, octogonales para bridas de válvulas. Diseño, dimensiones y requisitos técnicos generales.
GOST R 52857.4-2007 Buques y aparatos. Normas y métodos de cálculo de resistencia. Cálculo de resistencia y estanqueidad de conexiones de brida.
GOST 2.301-68 un sistema documentación de diseño. Formatos
GOST 9.014-78 Sistema unificado de protección contra la corrosión y el envejecimiento. Protección temporal anticorrosión de productos. Requerimientos generales
GOST 356-80 Accesorios y piezas de tuberías. Presiones nominal, de prueba y de trabajo. Filas
GOST 977-88 Fundición de acero. Condiciones técnicas generales
GOST 1050-88 Productos laminados largos, calibrados, con acabado superficial especial, fabricados de acero estructural al carbono de alta calidad. Condiciones técnicas generales
GOST 1215-79 Piezas fundidas de hierro maleable. Condiciones técnicas generales
GOST 1412-85 Hierro fundido con grafito en escamas para piezas fundidas. Sellos
GOST 1536-76 Bridas para tuberías de barcos. Dimensiones de conexión y superficies de sellado
GOST 1577-93 Láminas gruesas laminadas y láminas anchas de acero estructural de alta calidad. Especificaciones
GOST 2590-2006 Productos redondos de acero laminados en caliente. Surtido
GOST 2591-2006 Productos cuadrados de acero laminados en caliente. Surtido
GOST 4433-76 Bridas para accesorios, piezas de conexión y tuberías para barcos. Tipos
GOST 4543-71 Acero estructural de aleación laminado. Especificaciones
GOST 5520-79 Chapas laminadas de acero al carbono, de baja aleación y aleados para calderas y recipientes a presión. Especificaciones
GOST 5632-72 Aceros de alta aleación y aleaciones resistentes a la corrosión, resistentes al calor y resistentes al calor. Sellos
GOST 5773-90 Publicaciones de libros y revistas. Formatos
GOST 6032-2003 Aceros y aleaciones resistentes a la corrosión. Métodos de prueba de resistencia a la corrosión intergranular.
GOST 7293-85 Fundición nodular para piezas fundidas. Sellos
GOST 7350-77 Chapa de acero gruesa resistente a la corrosión, al calor y al calor. Especificaciones
GOST 7505-89 Forjas de acero estampadas. Tolerancias, tolerancias y tolerancias de falsificación.
GOST 8479-70 Forjas de acero estructural al carbono y aleado. Condiciones técnicas generales
GOST 9399-81 Bridas de acero roscadas para R a 20 - 100 MPa (200 - 1000 kgf/cm2). Especificaciones
GOST 9454-78 Metales. Método de prueba de flexión por impacto a temperaturas bajas, ambiente y elevadas.
GOST 14140-81 Estándares básicos de intercambiabilidad. Tolerancias para la ubicación de los ejes de los orificios para sujetadores.
GOST 14192-96 Marcado de carga.
GOST 14637-89 (ISO 4995-78) Chapas gruesas laminadas de acero al carbono de calidad ordinaria. Especificaciones
GOST 14792-80 Piezas y piezas de trabajo cortadas mediante corte con oxígeno y arco de plasma. Precisión, calidad de la superficie de corte.
GOST 15180-86 Juntas elásticas planas. Principales parámetros y dimensiones.
GOST 19281-89 (ISO 4950-2-81, ISO 4950-3-81, ISO 4951-79, ISO 4995-78, ISO 4996-78, ISO 5952-83) Productos laminados de acero de alta resistencia. Condiciones técnicas generales
GOST 20072-74 Acero resistente al calor. Especificaciones
GOST 20700-75 Pernos, espárragos, tuercas y arandelas para conexiones de brida y anclaje, tapones y abrazaderas con temperaturas medias de 0 a 650 °C. Especificaciones
GOST 22727-88 Hojas enrolladas. Métodos de prueba ultrasónicos.
GOST 23304-78 Pernos, espárragos, tuercas y arandelas para conexiones bridadas de centrales nucleares. Requerimientos técnicos. Aceptación. Métodos de prueba. Etiquetado, embalaje, transporte y almacenamiento.
GOST 24507-80 Ensayos no destructivos. Forjas de metales ferrosos y no ferrosos. Métodos de detección de defectos por ultrasonidos.
GOST 25054-81 Piezas forjadas de aceros y aleaciones resistentes a la corrosión. Condiciones técnicas generales
GOST 25660-83 Bridas aislantes para tuberías submarinas en R y 10,0 MPa (» 100 kgf/cm2). Diseño
GOST 26349-84 Conexiones y accesorios de tuberías. Presiones nominales. Filas
GOST 26645-85 Piezas fundidas de metales y aleaciones. Tolerancias dimensionales, de masa y de mecanizado.
GOST 28338-89 (ISO 6708-80) Conexiones y accesorios de tuberías. Diámetros nominales. Filas
GOST 28759.1-90 - GOST 28759.5-90 Bridas de recipientes y aparatos
GOST 30893.1-2002 (ISO 2768-1-89) Estándares básicos de intercambiabilidad. Tolerancias generales. Limite las desviaciones de dimensiones lineales y angulares con tolerancias no especificadas.
Nota - Al utilizar este estándar, es aconsejable comprobar la validez de los estándares de referencia en sistema de informacion para uso general - en el sitio web oficial de la Agencia Federal de Regulación Técnica y Metrología en Internet o de acuerdo con el índice de información "Normas Nacionales" que se publica anualmente, que se publicó a partir del 1 de enero del año en curso, y de acuerdo con el correspondiente Índice de información mensual publicado este año. Si se reemplaza (cambia) el estándar de referencia, al utilizar este estándar debe guiarse por el estándar que lo reemplaza (cambia). Si se reemplaza (cancela) el estándar de referencia, al utilizar este estándar debe guiarse por el estándar que lo reemplaza (enmendado).
3 Términos, definiciones y abreviaturas
3.1 En esta norma se utilizan los siguientes términos con sus definiciones correspondientes.
3.1.1 accesorios de tubería (accesorios): Según GOST R 52720.
3.1.2 Miércoles: Según GOST R 52720.
3.1.3 presión nominal PN: Según GOST 26349 y GOST R 52720.
3.1.4 diámetro nominal DN: Según GOST 28338 y GOST R 52720.
3.1.5 opresión: Según GOST R 52720.
3.1.6 sello: Según GOST R 52720.
3.2 En esta norma se utilizan las siguientes abreviaturas y símbolos:
ND - documento normativo;
KD - documentación de diseño;



