1. ¿Qué oleoductos están cubiertos por las "Reglas"?
Respuesta: Se aplican a tuberías que transportan vapor de agua con una presión superior a 0,07 MPa (0,7 kgf / cm 2) o agua caliente con una temperatura superior a 115 0 C.
Respuesta: Cuatro (mesa).
Respuesta: (mesa).
4. ¿Qué organización da permiso para desviarse de las "Reglas"?
Respuesta: Las posibles desviaciones de las Reglas deben ser acordadas por el cliente con Rosgortekhnadzor antes de la celebración del contrato. Se debe adjuntar una copia de la aprobación al pasaporte del oleoducto.
5. ¿Qué parámetros operativos del medio ambiente se toman para determinar las categorías de TP y GW?
Respuesta: presión y temperatura.
6. ¿Cómo se realiza la investigación de accidentes y accidentes relacionados con la operación de oleoductos?
Respuesta: La investigación de accidentes y accidentes relacionados con la operación de oleoductos debe realizarse de acuerdo con el "Reglamento sobre investigación y registro de accidentes de trabajo" y las "Instrucciones para la investigación técnica y registro de accidentes que no resultaron en accidentes en empresas e instalaciones controladas por Rosgortekhnadzor ".
7. ¿Qué autoridades deben notificar a la organización en la que ocurrió un accidente, fatal o grupal relacionado con el mantenimiento de tuberías?
Respuesta: Sobre todo accidente y todo accidente relacionado con el mantenimiento o accidente de tuberías en funcionamiento, registrado ante los órganos del promatomnadzor estatal, la administración de la empresa propietaria está obligada a notificar inmediatamente al organismo local del promatomnadzor estatal.
8. ¿Qué debe garantizar la organización antes de la llegada de un representante del Gosgortekhnadzor de Rusia para una investigación?
Respuesta:
9. ¿A qué número de tramos de tubería pertenece la categoría de tubería definida en su entrada?
Respuesta: La categoría de la tubería, determinada por los parámetros operativos del medio en su entrada (en ausencia de dispositivos que cambien estos parámetros), se aplica a toda la tubería, independientemente de su longitud, y debe indicarse en la documentación del proyecto. .
11. ¿En qué casos está obligado el propietario de la tubería a notificar inmediatamente al organismo Rostekhnadzor sobre un accidente relacionado con el mantenimiento de tuberías en funcionamiento?
Respuesta: Sobre cada accidente y sobre cada accidente grave o fatal relacionado con el mantenimiento o accidente de tuberías en funcionamiento, registrado en el promatomnadzor estatal.
12. ¿Qué está obligada a hacer la administración en caso de accidente en el oleoducto antes de la llegada de un representante de Rosgortekhnadzor a la empresa?
Respuesta: Antes de la llegada de un representante de Gosgortekhnadzor de Rusia para investigar las circunstancias y causas de un accidente o accidente, la administración de la empresa está obligada a garantizar la seguridad de toda la situación del accidente (accidente), si esto no pone en peligro la vida de las personas y no provoque un mayor desarrollo del accidente.
13. ¿En qué casos está obligado el propietario de la tubería a garantizar la seguridad de toda la situación del accidente (accidente)?
Respuesta: Antes de la llegada de un representante de Gosgortekhnadzor de Rusia para investigar las circunstancias y causas de un accidente o accidente, la administración de la empresa está obligada a garantizar la seguridad de toda la situación del accidente (accidente), si esto no pone en peligro la vida de las personas y no provoque un mayor desarrollo del accidente.
14. ¿Con quién se coordinan los cambios en el proyecto cuya necesidad pueda surgir durante la fabricación, reparación y operación del oleoducto?
Respuesta: Todos los cambios en el proyecto, cuya necesidad pueda surgir durante la fabricación, instalación, reparación y operación de la tubería, deberán ser acordados con la organización que desarrolló el proyecto.
15. ¿En qué tuberías se permiten conexiones roscadas?
Respuesta: Se permiten conexiones roscadas para conectar accesorios de hierro fundido a tuberías de categoría IV con un diámetro nominal de no más de 100 mm.
16. ¿Qué tuberías se deben cubrir con aislamiento térmico?
Respuesta: Todos los elementos de tuberías con temperatura. Superficie exterior Las paredes por encima de 55 0 С, ubicadas en lugares accesibles para el mantenimiento del personal, deben estar cubiertas con aislamiento térmico, cuya temperatura de la superficie exterior no debe exceder los 55 0 С.
17. ¿En qué tuberías, en los lugares de las uniones soldadas, se deben instalar secciones de aislamiento removibles?
Respuesta: En tuberías de categoría I, se deben instalar secciones de aislamiento removibles en las ubicaciones de las juntas soldadas y en los puntos de medición de la fluencia del metal.
18. ¿Finalidad del aislamiento térmico de TP y GW?
Respuesta: El aislamiento térmico de TP y GV está diseñado para la seguridad del trabajo durante el mantenimiento de tuberías.
19. ¿A qué tuberías no se les permite soldar un accesorio? tubos de drenaje, jefes y otras piezas en soldaduras y codos de tuberías?
Respuesta: Está prohibido soldar accesorios, tuberías de drenaje, salientes y otras piezas en soldaduras y codos de tuberías de todas las categorías.
20. ¿Para qué tuberías se permite utilizar codos sectoriales soldados?
Respuesta: Se permite el uso de curvas sectoriales soldadas para tuberías de las categorías III y IV.
21. ¿En qué tuberías se permiten soldaduras por solape?
Respuesta: Se permiten uniones soldadas por solape para revestimientos que refuerzan las aberturas en tuberías de categoría III y IV.
22. En uniones soldadas a tope de elementos con diferentes espesores de pared, se debe proporcionar una transición suave de una sección más grande a una más pequeña. ¿El ángulo de inclinación de las superficies de transición no debe exceder?
Respuesta: El ángulo de inclinación de las superficies de transición no debe exceder los 15 0 .
23. Se permite el tendido subterráneo de tuberías de primera categoría en un canal junto con otros. oleoductos tecnológicos?
Respuesta: No.
24. Al tender tuberías en túneles de semipaso (colectores), la altura libre debe ser al menos: .... ?
Respuesta: No menos de 1,5 m.
25. Al tender tuberías en túneles de semipaso (colectores), el ancho del paso entre tuberías aisladas debe ser al menos: ...?
Respuesta: No menos de 0,6 m.
26. Al tender tuberías a través de túneles (colectores), la altura libre debe ser al menos: .... ?
Respuesta: No menos de 2,0 m.
27. ¿Cómo se compensa el alargamiento térmico para TC y HW?
Respuesta: Mediante autocompensación o instalando compensadores.
28. ¿Qué compensadores no se pueden utilizar en TS y HW?
Respuesta: No se permite el uso de compensadores de prensaestopas de hierro fundido para TS y HW.
29. Al tender tuberías en túneles pasantes (colectores), el ancho del paso entre tuberías aisladas debe ser al menos: ...?
Respuesta: No menos de 0,7 m.
30. ¿Cómo se ubican las trampillas de entrada en los canales de paso?
Respuesta: Los canales de paso deberán disponer de trampillas de acceso con escalera o ménsulas. La distancia entre las trampillas no debe ser superior a 300 m, y en el caso de instalación conjunta con otras tuberías, no más de 50 m. Se instalan bocas de registro en todos los puntos finales de los callejones sin salida, en los giros de la ruta y en los nodos de instalación de válvulas. .
31. ¿Qué pendiente se permite para las tuberías de las redes de calefacción?
Respuesta: No menos de 0,002
32. ¿Qué pendiente deben tener los tramos horizontales de la tubería?
Respuesta: No menos de 0,004
33. ¿Cuántas trampillas deben tener las cámaras para dar servicio a tuberías subterráneas?
Respuesta: Al menos dos trampillas con escaleras o soportes.
34. ¿Qué tuberías de vapor deben estar equipadas con indicadores de movimiento para controlar la expansión de las tuberías de vapor y monitorear el correcto funcionamiento del sistema de suspensión?
Respuesta: En tuberías de vapor con un diámetro interior de 150 mm o más y una temperatura del vapor de 300 0 C o más.
35. ¿Qué dispositivos deben estar equipados con las secciones inferiores del tramo de tubería para ser desconectadas por válvulas?
Respuesta: Drenajes, (Accesorios de drenaje equipados con válvulas de cierre, para vaciar la tubería.)
36. ¿Qué dispositivos y por qué deberían estar en las secciones superiores de la tubería?
Respuesta: Salidas de aire para eliminar el aire.
37. ¿Qué dispositivos deben estar equipados con todas las secciones de tuberías, desconectadas mediante dispositivos de cierre para calentarlas y purgarlas?
Respuesta: Deben estar equipados con bypass, así como en los puntos finales con un racor con válvula.
38. ¿Quién fija la ubicación y diseño de los dispositivos de drenaje?
Respuesta: organización de diseño.
39. ¿Qué tuberías de vapor requieren una eliminación continua de condensado?
Respuesta: Obligatorio para tuberías de vapor saturado y para callejones sin salida de tuberías de vapor sobrecalentado, para redes de calefacción, independientemente del estado del vapor.
40. Designación de dispositivos de seguridad.
Respuesta: Diseñado para prevenir presión demasiada tuberías, la presión no debe exceder la presión de diseño en más del 10%.
41. ¿Para qué exceso de presión por encima de la calculada se deben calcular y ajustar los dispositivos de seguridad a una presión de diseño de hasta 0,5 MPa (5 kgf / cm 2)?
Respuesta: La presión no debe exceder la presión de diseño en más del 10%, no más de 0,05 MPa (0,5 kgf / cm 2).
42. ¿Está permitido sacar el medio del ramal en el que está instalado el dispositivo de seguridad?
Respuesta: No.
43. ¿Qué clase de precisión deben tener los manómetros a una presión de trabajo de hasta 2,5 MPa (25 kgf / cm 2)?
Respuesta: No inferior a 2,5
44. ¿Qué clase de precisión deben tener los manómetros a una presión de funcionamiento de más de 2,5 MPa (25 kgf / cm 2) hasta 14 MPa (140 kgf / cm 2)?
Respuesta: No menos de 1,5
45. ¿Qué clase de precisión deben tener los manómetros a una presión de trabajo de más de 14 MPa (140 kgf / cm 2)?
Respuesta: No menos de 1,0
46. ¿Cómo se selecciona la escala del manómetro?
Respuesta: La escala del manómetro se selecciona con la condición de que, a la presión de funcionamiento, el puntero del manómetro esté en el segundo tercio de la escala.
47. El diámetro nominal de las cajas de manómetros instaladas a una altura de hasta 2 m desde el nivel del sitio de observación de manómetros debe ser: ...?
Respuesta: No menos de 100 mm.
48. El diámetro nominal de las cajas de manómetros instaladas a una altura de 2 ma 3 m desde el nivel del sitio de observación de manómetros debe ser: ...?
Respuesta: No menos de 150 mm.
49. El diámetro nominal de las cajas de manómetros instaladas a una altura de 3 ma 5 m desde el nivel del sitio de observación de manómetros debe ser: ...?
Respuesta: No menos de 250 mm.
50. El diámetro nominal de las cajas de manómetros instalados a una altura superior a 5 m debe ser: ...?
Respuesta: Al menos 250 mm, se instala un manómetro reducido como respaldo.
51. ¿Dónde está la línea roja que indica la presión permitida del manómetro?
Respuesta: En la escala del manómetro.
52. ¿Qué dispositivos deben y pueden instalarse delante del manómetro?
Respuesta: Una válvula de tres vías o dispositivo similar para purgar, controlar y cerrar el manómetro.
53. ¿Cuántas posiciones tiene una válvula de 3 vías?
Respuesta: 5 disposiciones.
54. ¿Qué dispositivo se debe instalar frente a un manómetro diseñado para medir la presión de vapor?
Respuesta: Tubo sifón, con un diámetro mínimo de 10 mm.
55. ¿Cuál debe ser el diámetro del tubo de sifón instalado frente a un manómetro diseñado para medir la presión de vapor?
Respuesta: No menos de 10 mm.
56. ¿Qué datos se indican en el marcado de los accesorios?
Respuesta: 1. Nombre o marca comercial del fabricante.
2. Pase condicional.
3. Presión y temperatura condicionales del medio.
5. Grado de acero.
57. ¿Con qué fines las válvulas de compuerta en TP y GW están equipadas con líneas de derivación (bypass)?
Respuesta: Con el fin de facilitar la apertura de válvulas y válvulas de compuerta, así como para calentar tuberías de vapor.
58. ¿Qué accesorios se deben entregar con un pasaporte de la forma establecida?
Respuesta: Accesorios con paso condicional de 50 mm y más.
59. ¿En qué casos está permitido instalar herrajes cuyas partes del cuerpo sean de bronce y latón?
Respuesta: A una temperatura no superior a 250 0 С.
60. ¿En qué dirección se mueve el volante al abrir y cerrar la válvula?
Respuesta: La apertura de la válvula debe realizarse moviendo el volante en el sentido contrario a las agujas del reloj y cerrándola en el sentido de las agujas del reloj.
61. Designación de válvulas en tuberías.
Respuesta: Para superposición periódica de tuberías de vapor.
62. ¿Qué debe tener una tubería cuya presión de diseño sea menor que la presión de la fuente que la alimenta?
Respuesta: La tubería cuya presión de diseño sea inferior a la presión de la fuente que la alimenta, debe contar con un dispositivo reductor con manómetro y válvula de seguridad, los cuales se instalan en el lado de menor presión.
63. ¿Qué dispositivos deben tener regulación automática de presión?
Respuesta: El control automático de presión debe contar con dispositivos reductores de presión.
64. ¿Propósito del dispositivo de enfriamiento reductor?
Respuesta: Son destinados a la regulación automática de la presión y la temperatura.
65. ¿Está permitido usar? tubos electrosoldados¿Con costura longitudinal y en espiral para TP y GV?
Respuesta: Sí, siempre que se realice una inspección radiográfica o prueba ultrasónica de la soldadura en toda su longitud.
66. ¿En qué porcentaje pueden diferir los coeficientes de expansión lineal de sujetadores y bridas?
Respuesta: No debe exceder el 10%, se permite más del 10% en los casos justificados por el cálculo de resistencia, así como si la temperatura de diseño del sujetador no excede los 50 0 С.
67. ¿Se permiten aceros con diferentes coeficientes de dilatación lineal para la fabricación de elementos de fijación y bridas?
Respuesta: SÍ, está permitido en los casos justificados por el cálculo de resistencia, y también si la temperatura de diseño del sujetador no excede los 50 0 С.
68. ¿Qué organización desarrolla la tecnología mediante la cual se fabrican las tuberías y sus elementos?
Respuesta:
69. ¿Qué organización desarrolla una tecnología para la reparación de tuberías y sus elementos?
Respuesta: Fabricante (organización de diseño).
70. ¿Qué organización desarrolla la tecnología para la instalación de tuberías y sus elementos?
Respuesta: El fabricante o una organización especializada en instalación o reparación antes del inicio de los trabajos correspondientes.
71. ¿Qué tecnologías de soldadura se deben utilizar en la fabricación, instalación y reparación de subestaciones de calefacción y agua caliente?
Respuesta: Superposición, a tope, en Tauro, contiguo, en esquina, escalonado, en bisel.
72. ¿Qué métodos son los métodos no destructivos para probar materiales y uniones soldadas?
Respuesta: Visuales y de medición, radiográficos, ultrasónicos, radioscópicos, de partículas magnéticas, aceroscopia, ensayos de dureza, ensayos hidráulicos.
73. ¿Cuál es el ancho de la superficie de la costura y las áreas del material base adyacentes a ella que deben limpiarse de contaminación? ¿Antes de una inspección visual?
Respuesta: Ancho no inferior a 20 mm (en ambas direcciones).
Respuesta: Todos los oleoductos.
75. ¿Cuál es el valor mínimo de la presión de prueba durante las pruebas hidráulicas de tuberías, sus bloques y elementos individuales?
Respuesta: R pr = 1,25 R esclavo, pero no menos de 0,2 MPa (2 kgf / cm 2).
76. ¿Cuál es el valor máximo de la presión de prueba durante las pruebas hidráulicas de tuberías, sus bloques y elementos individuales?
Respuesta: Según instrucciones, Instalado mediante cálculo de acuerdo con las Normas de ONG.
77. ¿Qué temperatura debe tener el agua durante las pruebas hidráulicas de tuberías?
Respuesta: No inferior a +5 0 С ni superior a + 40 0 С.
78. ¿Qué medio se puede utilizar para aumentar la presión durante las pruebas hidráulicas de tuberías?
Respuesta: Agua.
79. ¿A qué temperatura ambiente se deben realizar las pruebas hidráulicas de tuberías?
Respuesta: A temperatura ambiente positiva.
80. ¿Cuánto tiempo resisten la tubería y sus elementos bajo presión de prueba durante una prueba hidráulica?
Respuesta: Al menos 10 min.
81. ¿Cuántos manómetros se utilizan para controlar la presión durante las pruebas hidráulicas?
Respuesta: Dos del mismo tipo con la misma clase de precisión, límite de medición y valor de división.
82. ¿Qué tubería y sus elementos se consideran que han pasado la prueba hidráulica?
Respuesta: Si no se detecta: 1) Fugas, sudoración en uniones soldadas y en el metal base. 2) deformaciones residuales visibles. 3) Grietas y signos de rotura.
83. ¿Cuántas veces se permite corregir defectos en la misma sección de la junta soldada, siempre que la junta se corte a lo largo de la costura de soldadura con eliminación del metal de soldadura y la zona afectada por el calor?
Respuesta: No más de tres veces.
84. ¿Qué oleoductos están sujetos a registro en Rosgortekhnadzor?
Respuesta: Las tuberías de la primera categoría con un paso condicional de más de 70 mm, así como las tuberías de la segunda y tercera categoría con un paso condicional de más de 100 mm, están sujetas a registro en los órganos de Rosgortekhnadzor antes de su puesta en funcionamiento.
85. ¿En qué casos están sujetos a reinscripción TP y GV?
Respuesta: TP y GV están sujetos a un nuevo registro antes de su puesta en servicio cuando el gasoducto se transfiere a otro propietario.
86. ¿Qué documentos se deben presentar al organismo Rosgortekhnadzor al registrar un oleoducto?
Respuesta: 1. Pasaporte del oleoducto.
2. El esquema ejecutivo del oleoducto indicando en él:
a) diámetros, espesores de tuberías, longitud de la tubería;
b) Ubicación de soportes, compensadores, colgadores, herrajes, respiraderos y dispositivos de drenaje;
c) uniones soldadas indicando las distancias entre ellas y desde ellas hasta los pozos y entradas de abonados;
d) ubicación de punteros para controlar los desplazamientos térmicos, dispositivos para medir la fluencia.
3. Certificado de fabricación de elementos de tubería.
4. Certificado de instalación de tuberías.
5. Certificado de aceptación de la tubería por parte del propietario de la organización instaladora.
6. Pasaportes y demás documentación de las embarcaciones que formen parte integral del oleoducto.
87. ¿A qué tipos de exámenes técnicos deben someterse las tuberías antes de su puesta en servicio y durante su operación?
Respuesta: Inspecciones externas e internas y pruebas hidráulicas.
88. ¿Qué tipos de exámenes técnicos y qué tuberías realiza una persona responsable del buen estado y funcionamiento seguro?
Respuesta:
89. ¿Con qué frecuencia una persona responsable del buen estado y funcionamiento seguro realiza una inspección externa de tuberías que no están sujetas a registro en los órganos de Rosgortekhnadzor?
Respuesta: 1. Inspección externa de tuberías de todas las categorías, al menos una vez al año.
2. Inspección externa y pruebas hidráulicas de tuberías que no están sujetas a registro en los órganos de Rosgortekhnadzor: antes de la puesta en funcionamiento, después de la instalación, reparación asociada con la soldadura, así como durante la puesta en servicio de las tuberías después de que hayan estado en estado de conservación durante más de dos años.
3. Inspección interna de todas las tuberías: al menos una vez cada cuatro años.
90. ¿Después de cuántos años de TP y GW están suspendidos antes de su puesta en funcionamiento, se realiza una inspección externa y una prueba hidráulica?
Respuesta: Después de estar en estado de conservación durante más de dos años.
91. ¿A qué tipos de exámenes técnicos y en qué términos deben someterse las tuberías registradas en los órganos de Rosgortekhnadzor por parte de un especialista de una organización que tenga una licencia de examen de Rosgortekhnadzor? seguridad industrial?
Respuesta:
92. ¿Con qué frecuencia una inspección externa de tuberías registrada en los órganos de Rosgortekhnadzor la lleva a cabo un especialista de una organización que tiene una licencia de Rosgortekhnadzor para experiencia en seguridad industrial?
Respuesta: 1. Inspección externa y prueba hidráulica: antes de iniciar la tubería recién instalada.
2. Examen externo: al menos una vez cada tres años.
3. Inspección externa y pruebas hidráulicas - después de las reparaciones asociadas a la soldadura, y cuando la tubería se ponga en operación después de haber estado en estado de conservación por más de dos años.
93. ¿Presencia de qué funcionario es obligatoria durante el examen técnico?
Respuesta: Persona responsable del buen estado y funcionamiento seguro.
94. ¿En qué documento deben constar los resultados del examen técnico?
Respuesta: En trámite pasaporte.
95. ¿Quién expide un permiso para la operación de tuberías que no están registradas ante los órganos de Rosgortekhnadzor?
Respuesta:
96. ¿Quién expide un permiso para la operación de tuberías registradas ante los órganos de Rosgortekhnadzor?
Respuesta:: Persona responsable del buen estado y operación segura de las tuberías.
97. ¿Qué datos se ingresan en placas especiales para cada tubería después de su registro?
Respuesta: 1. Número de registro; 2. Presión permitida;
3. Temperatura media; 4. Fecha (mes y año) de la próxima inspección externa e inspección interna (para tuberías de suministro).
98. ¿Quién puede dar servicio a TP y GW?
Respuesta: Pueden realizar el mantenimiento de TP y GW personas mayores de 18 años, capacitadas según el programa, que tengan un certificado del derecho de mantenimiento de tuberías y conozcan las instrucciones de producción.
99. ¿Con qué frecuencia se deben probar los conocimientos del personal de ductos?
Respuesta: Al menos una vez cada 12 meses, así como al pasar de una empresa a otra.
100. ¿Cuándo debe el personal de servicio verificar la capacidad de servicio de los manómetros y válvulas de seguridad para tuberías con una presión de trabajo de hasta 1,4 MPa (14 kgf / cm 2)?
Respuesta: Al menos una vez por turno.
101. ¿Cuándo debe el personal de servicio verificar la capacidad de servicio de los manómetros y válvulas de seguridad para tuberías con una presión de trabajo superior a 1,4 MPa (14 kgf / cm 2) hasta 4,0 MPa (40 kgf / cm 2)?
Respuesta: Al menos 1 vez al día.
102. ¿En qué términos debe el personal de servicio verificar la capacidad de servicio de los manómetros y válvulas de seguridad para tuberías con una presión de trabajo superior a 4,0 MPa (40 kgf / cm 2)?
Respuesta: A tiempo, establecido por la instrucción aprobado en la forma prescrita.
103. ¿Con qué frecuencia se deben verificar los manómetros de la manera prescrita por la norma estatal?
Respuesta: Al menos una vez cada 12 meses.
104. ¿Con qué frecuencia el propietario controlador debe realizar una verificación adicional de los manómetros?
Respuesta: : Al menos una vez cada 6 meses.
105. ¿Cómo verifica el personal de servicio la capacidad de servicio de los manómetros durante la operación?
Respuesta: Producido utilizando una válvula de tres vías con aterrizaje cero.
106. ¿Cómo realizar una verificación adicional del manómetro en ausencia de un manómetro de control?
Respuesta: En ausencia de un manómetro de control, se permite verificar el manómetro con un manómetro de trabajo probado que tenga la misma escala y clase de precisión que el manómetro probado.
107. ¿En qué casos no se permite el uso de manómetros?
Respuesta: 1. No hay sello o sello en el manómetro con una marca de verificación;
2. Ha expirado el plazo de verificación;
3. La flecha del manómetro, cuando está apagado, no vuelve a la marca cero de la escala en una cantidad que exceda la mitad del error permitido para este manómetro;
4. El vidrio está roto o hay otros daños en el manómetro que pueden afectar la exactitud de sus lecturas.
108. ¿Según qué documento se debe realizar la reparación de tuberías?
Respuesta: Vestimenta - admisión.
109. ¿Qué se debe hacer antes de comenzar los trabajos de reparación de la tubería?
Respuesta: Cierre la tubería de vapor con válvulas, drene el condensado, instale tapones si es necesario.
110. ¿Qué inscripciones deberían aplicarse en las líneas principales de tuberías?
Respuesta: Número de línea y una flecha que indica la dirección del flujo del medio de trabajo.
111. ¿Qué inscripciones deben aplicarse en los ramales cercanos a las carreteras?
Respuesta: Número de línea, número de unidad y una flecha que indica la dirección del flujo del fluido de trabajo.
112. ¿Qué inscripciones deben colocarse en los ramales cercanos a las unidades?
Respuesta: El número de la carretera y la flecha que indica la dirección de movimiento del medio de trabajo.
113. ¿Qué inscripciones se deben aplicar a la válvula, válvula de compuerta y accionamiento?
Respuesta: 1. Número o símbolo cuerpo de cierre o regulación, correspondiente a los esquemas e instrucciones de funcionamiento.
2. Indicador del sentido de giro en el sentido de cierre y en el sentido de apertura.
114. ¿En qué lugares se hacen inscripciones en válvulas, válvulas de compuerta y accionamientos cuando el volante está ubicado cerca del cuerpo de la válvula (válvula)?
Respuesta: En el cuerpo o aislamiento de la válvula (válvula) o en una placa adjunta.
115. ¿Colores de identificación y señales de advertencia de tuberías (GOST 14202)?
Respuesta: El agua es verde; vapor - rojo; el aire es azul; gases combustibles y no combustibles - amarillo; ácidos - naranja; álcalis - púrpura; líquidos inflamables y no inflamables - marrón; otras sustancias: gris o negro.
Preguntas para evaluar los conocimientos del personal sobre el tema:
"Reglas para el diseño y operación segura de embarcaciones que operen bajo
(Aprobado por el Gosgortekhnadzor de la URSS el 1 de febrero de 1957)
I. Disposiciones generales
1. Estas Reglas definen los requisitos para la disposición, fabricación, instalación, mantenimiento y certificación de tuberías estacionarias y tuberías de centrales eléctricas móviles que transportan vapor de agua con una presión superior a 2 atm o agua caliente con una temperatura superior a 120 °. Los recipientes incluidos en el sistema de tuberías (colectores, enfriadores de agua, etc.) deben cumplir con los requisitos de las Reglas para el diseño y operación segura de recipientes a presión.
2. Estas Reglas no se aplican a: a) tuberías tendidas en locomotoras de vapor y vagones de ferrocarril, embarcaciones marítimas y fluviales y otras estructuras flotantes; b) tuberías temporales con una vida útil de hasta un año; c) tuberías de la primera categoría con un diámetro exterior inferior a 51 mm y tuberías de otras categorías con un diámetro exterior inferior a 76 mm; d) tuberías ubicadas dentro de la caldera de vapor - hasta la válvula de la caldera; e) Tuberías de drenaje, purga y escape.
3. Todos los oleoductos sujetos a estas Reglas se dividen en cuatro categorías.
En ausencia de una combinación de parámetros al determinar la categoría de una tubería, uno debe guiarse por el parámetro medio de esta tubería (temperatura o presión), lo que requiere su asignación a la categoría más alta.
II. Materiales de tubería
4. Las tuberías, accesorios, bridas, sujetadores y otros materiales utilizados para la fabricación, instalación y reparación de tuberías deben cumplir con los requisitos de estas Reglas, GOST y Especificaciones.
5. La calidad de los materiales utilizados y sus características deberán ser confirmadas por el proveedor de los materiales mediante los certificados o pasaportes correspondientes.
Los materiales que no tienen pasaportes ni certificados solo se pueden utilizar después de haber sido probados de acuerdo con GOST, TU y estas Reglas.
6. El uso para la fabricación de tuberías de materiales no previstos por este Reglamento, así como el uso en algunos casos de materiales con parámetros de funcionamiento que superen los límites establecidos para ellos por este Reglamento, deberá acordarse en la forma prescrita. con el Gosgortekhnadzor de la URSS o con las autoridades de supervisión de calderas pertinentes según su afiliación.
III. Requisitos estructurales para tuberías.
Requerimientos generales
36. La organización que desarrolló el proyecto de la tubería es responsable de la elección del esquema de la tubería, de la facilidad y conveniencia del diseño, del cálculo correcto de la resistencia y la compensación de los alargamientos térmicos, de la elección del sistema de tendido, drenaje, y también para el proyecto en general y su cumplimiento de los requisitos de estas Bases.
37. Todos los cambios en el proyecto que puedan ocurrir durante la fabricación o instalación de la tubería deben ser acordados entre la organización que desarrolló el proyecto y la organización que solicitó el cambio en el proyecto.
38. Cálculo de la resistencia de las tuberías de vapor y agua caliente debe llevarse a cabo de acuerdo con las "Normas para el cálculo de la resistencia de los elementos de las calderas de vapor", aprobadas por el Gosgortekhnadzor de la URSS.
39. La conexión de partes de tuberías se puede realizar mediante soldadura y bridas. Está permitido conectar salidas de aire, etc., mediante conexiones roscadas.
40. El radio de curvatura de tuberías, compensadores, codos y otros elementos similares de tuberías deberá ser al menos de los siguientes valores:
a) al doblar una tubería con precarga de arena y calentamiento: al menos 3,5 diámetros exteriores de la tubería;
b) al doblar la tubería en una máquina especial sin lijar, en estado frío: al menos 4 diámetros exteriores de la tubería;
c) al doblar un tubo con pliegues semicorrugados (en un lado) sin lijar, con calentamiento quemador de gas- no menos de 2,5 diámetros exteriores del tubo.
No se permiten curvas semiorugas para tuberías de 1ª categoría;
d) para codos muy curvados fabricados mediante embutición y estampado en caliente, no menos que el diámetro exterior de la tubería. Se permite la instalación de codos muy curvados en tuberías de las categorías 2a, 3 y 4. Se permite doblar tuberías con un radio menor que el especificado en los párrafos. "a", "b" y "c", si el método de flexión garantiza un adelgazamiento de la pared no superior al 15% del espesor requerido por el cálculo.
41. Si hay curvas en las tuberías, la distancia desde la soldadura transversal más cercana hasta el inicio del redondeo debe ser al menos el diámetro exterior de la tubería y al menos 100 mm.
Al instalar codos muy curvados (Artículo 40, párrafo "g"), se permite la ubicación de las soldaduras al inicio del redondeo.
La longitud de la sección recta entre las soldaduras de dos codos adyacentes o codos muy doblados, así como entre las soldaduras al soldar insertos, debe ser de al menos 200 mm para un diámetro nominal de tubería de 150 mm y superior, y de al menos 100 mm. para un diámetro nominal de hasta 150 mm. Se permite soldar codos muy curvados sin una sección recta entre ellos.
Para tuberías de las categorías 2º párrafo "a", 3º y 4º, cuando por las condiciones de diseño y instalación de la tubería no sea posible implementar los radios mínimos de curvatura de la tubería especificados en el art. 40, así como para tuberías de las mismas categorías con un diámetro superior a 400 mm, se permite utilizar codos, codos, etc., soldados de sectores separados de tuberías y chapas de acero, y para tuberías de las categorías 3 y 4. , también está permitido fabricar cruces, horquillas y otros herrajes soldados.
Las tuberías y láminas utilizadas en la fabricación de estos accesorios deben cumplir con los requisitos de los artículos 7 a 11 de este Reglamento.
42. Los accesorios y accesorios fundidos y forjados de acero aleado, destinados a soldarse en la tubería, deben tener secciones de tubería soldadas en fábrica con una longitud de al menos 100 mm con un diámetro nominal de tubería de hasta 150 mm y en al menos 200 mm con un diámetro nominal superior a 150 mm.
43. Se permite soldar accesorios en tramos rectos de tuberías con una relación entre el diámetro exterior del accesorio y el diámetro exterior de la tubería igual a 1, así como el uso de tes soldadas de tuberías con la misma relación de diámetros. para todas las categorías de tuberías.
El diseño de las T soldadas, así como la soldadura de los accesorios en la tubería, deben estar previstos en el proyecto y ser verificados por la organización de diseño mediante el cálculo de la resistencia.
44. No está permitido soldar accesorios, salientes, tuberías de drenaje, etc. en soldaduras de tuberías.
45. Los accesorios deben instalarse en lugares convenientes para el mantenimiento y la reparación. Si es necesario, se deberán disponer escaleras y plataformas.
46. Las válvulas de compuerta y las compuertas que requieren mucho esfuerzo para abrirse deben estar equipadas con bypass y accionamientos mecánicos o eléctricos.
Tendido de tuberías
47. La distancia desde la superficie exterior de la tubería aislada hasta los elementos fijos (paredes, columnas, equipos, etc.) debe seleccionarse teniendo en cuenta el posible desplazamiento de las tuberías por alargamiento térmico, así como las condiciones de instalación, reparación y mantenimiento, y no debe ser inferior a 25 mm.
48. Al tender tuberías en canales de paso (túneles), el ancho libre del paso debe ser de al menos 500 mm, contando desde la superficie exterior del aislamiento de la tubería; la altura del paso debe ser de al menos 1800 mm. En los lugares de refuerzo, el ancho del canal debe ser suficiente para su cómodo mantenimiento. En los casos de instalación de varias tuberías en canales de paso, su ubicación mutua debe garantizar una reparación y sustitución convenientes de las piezas individuales.
49. Las cámaras de canales intransitables deben tener un tamaño suficiente para dar servicio a compensadores, válvulas y otros accesorios. La anchura mínima de los pasillos laterales deberá ser de al menos 500 mm. La altura de la cámara debe ser de al menos 1800 mm.
50. Los canales de paso deberán estar equipados con trampillas. La distancia entre trampillas no debe ser superior a 300 m, en cada trampilla, dentro del canal, se deben instalar escaleras o soportes.
51. Junto con los oleoductos de las categorías 2, 3 y 4, se permite el tendido de otros oleoductos, aeroductos, etc., con excepción de los oleoductos con sustancias volátiles químicamente cáusticas, tóxicas e inflamables.
Está prohibido el tendido conjunto de tuberías de vapor de primera categoría con tuberías de productos.
52. Cuando tendido subterráneo tuberías en áreas de tráfico, la profundidad de tendido desde la superficie del suelo hasta la parte superior de la estructura del canal debe ser de al menos 0,5 m.
53. Cuando se utilizan para la compensación natural de vueltas de tuberías durante el tendido sin canales, es necesario disponer canales intransitables en las secciones correspondientes de la ruta (cerca de vueltas).
54. Las cámaras para dar servicio a tuberías subterráneas de las categorías 1, 2 y 3 deben tener al menos dos trampillas con escaleras o soportes. En cámaras de tuberías con un área interna de hasta 2,5 m2, así como en cámaras de tuberías de cuarta categoría, se permite una trampilla.
Al instalar accesorios de hierro fundido o compensadores de hierro fundido con un diámetro superior a 150 mm en tuberías, las cámaras para su mantenimiento deben estar equipadas con al menos dos trampillas, independientemente del área de la cámara.
55. Cuando las tuberías se tiendan por vía aérea a través de calles y calzadas, la altura de las tuberías desde el nivel del suelo hasta la superficie exterior del aislamiento deberá ser de al menos 4,5 m, excepto en los casos de tendido a través de vías férreas, cuando la distancia desde la La altura del riel hasta la superficie exterior del aislamiento debe ser de al menos 6 m.
56. En todos los casos en que la distancia desde el punto más bajo del aislamiento de la tubería hasta el nivel del suelo sea inferior a 1,8 m, se deben disponer accesos especiales y escaleras de transición para el paso de personas.
57. Los tramos horizontales de las tuberías de vapor deben colocarse con una pendiente de al menos 0,001, con un dispositivo de drenaje.
Compensación de alargamientos térmicos al tender tuberías.
58. Cada tramo de tubería entre soportes fijos debe diseñarse para compensar los alargamientos térmicos.
La compensación de alargamientos térmicos se puede realizar tanto mediante autocompensación como mediante la instalación de compensadores.
59. Se permite el uso de los siguientes tipos de compensadores:
a) curvadas en forma de U, de lira, etc. de tuberías para cualquier presión y temperatura del medio;
b) para tuberías de las categorías 2, 3 y 4, se permite utilizar juntas de dilatación en forma de U con codos soldados de sectores, así como con codos de tubería muy curvados de la misma calidad que los tramos rectos;
c) prensaestopas de acero de diseño especial para presiones de hasta 16 atm;
d) lente: hasta una presión de 7 atm;
e) prensaestopas de hierro fundido.
60. Las juntas de dilatación deben estirarse durante la instalación en la cantidad especificada en el proyecto.
61. Las juntas de dilatación en forma de U y de lira deben instalarse en posición horizontal. En ausencia del espacio requerido para dicha instalación, se permite instalar juntas de dilatación en posición vertical o inclinada con el bucle ubicado hacia arriba o hacia abajo, con la instalación de accesorios de drenaje.
62. Los accesorios de hierro fundido instalados deben protegerse de tensiones de flexión.
Reparación de tuberías
63. Las estructuras de soportes y suspensiones de tuberías (excepto los resortes en sí) deben diseñarse para cargas verticales por el peso de la tubería llena de agua y cubierta con aislamiento y, adicionalmente, para soportes fijos, para fuerzas derivadas de la temperatura. deformación de tuberías.
64. Los soportes de las tuberías se pueden calcular sin tener en cuenta el peso del agua. En este caso, se deberá prever el uso de dispositivos de seguridad especiales para descargar los soportes durante una prueba hidráulica.
65. Los soportes fijos deben ubicarse en función de las condiciones de autocompensación de las tuberías y confiar en las fuerzas que se les transmiten en el caso de carga más desfavorable.
Drenajes de tuberías
66. El vaciado de las tuberías debe realizarse en los puntos más bajos de cada tramo de tubería cerrado por válvulas a través de accesorios de drenaje. Se deben instalar salidas de aire en los puntos más altos de las tuberías para eliminar el aire.
67. Todos los tramos de tuberías de vapor que puedan cerrarse mediante dispositivos de cierre, para poder calentarlos y purgarlos, deben estar equipados en los puntos finales con un accesorio con válvula, y a una presión de más de 22 ati , con un racor y dos válvulas en serie: cierre y control (drenaje). Las tuberías de vapor para una presión nominal de Ru 200 y superiores deben estar provistas de accesorios con una válvula de cierre, una válvula de control (drenaje) y una arandela de estrangulación ubicadas en serie. En los casos de calentamiento de la sección de la tubería de vapor en ambas direcciones, se debe realizar la purga desde ambos extremos de la sección.
El dispositivo de drenaje debe prever la posibilidad de controlar su funcionamiento durante el calentamiento de la tubería.
68. Los extremos inferiores de las líneas de vapor y los puntos inferiores de sus codos deben estar provistos de un dispositivo de purga.
69. La organización de diseño establece la ubicación de los puntos de drenaje en las secciones horizontales de las tuberías de vapor, así como el diseño de los dispositivos de drenaje de las tuberías.
70. La eliminación continua de condensado a través de trampas de vapor u otros dispositivos es obligatoria para líneas de vapor saturado y para extremos sin salida de líneas de vapor sobrecalentado.
Para las redes de calefacción, la eliminación continua del condensado, independientemente del estado del vapor, es obligatoria en los puntos más bajos del recorrido.
IV. Fabricación e instalación de tuberías.
71. La fabricación de tuberías debe realizarse en total conformidad con el proyecto y estas Reglas. Las desviaciones del proyecto deben acordarse con la organización de diseño que desarrolló el proyecto del oleoducto.
72. La organización instaladora está obligada a verificar la disponibilidad de certificados, sellos y marcas para todas las tuberías y otros materiales utilizados para la fabricación de tuberías que lleguen al lugar de instalación.
73. Las juntas soldadas de tuberías deben ubicarse a una distancia de al menos 50 mm del borde del soporte.
74. Está prohibido doblar en caliente tubos de acero al carbono a temperaturas inferiores a 700° y producir calentamiento superior a 1000°, y de acero aleado, a temperaturas inferiores a 800°. Se requiere tratamiento térmico de los tubos de aleación después de doblarlos.
75. Los soportes móviles y colgadores de tuberías deben montarse teniendo en cuenta la dilatación térmica de la tubería.
76. Las abrazaderas de los soportes de la tubería deben desplazarse contra la posición vertical de la varilla a la mitad de la expansión térmica de la tubería en la dirección opuesta a su movimiento durante el alargamiento térmico.
77. Al instalarlos en soportes y suspensiones de tuberías, los resortes deben apretarse de acuerdo con las instrucciones del dibujo. Al momento de la instalación y prueba hidráulica de la tubería, los resortes deben descargarse mediante espaciadores.
78. Al instalar un accionamiento en válvulas de tubería, se debe prever que: a) los volantes de control manual abran la válvula en el sentido antihorario y la cierren en el sentido de las agujas del reloj; b) la ranura en la que se mueve el indicador de apertura del inducido no restringió su movimiento en las posiciones extremas. En la escala del indicador, las posiciones extremas de apertura de la válvula deben estar marcadas con inscripciones indelebles.
79. El ajuste en frío de la tubería, si así lo prevé el proyecto, podrá realizarse únicamente después de: a) la fijación final de los soportes fijos en los extremos del tramo sobre el que es necesario realizar el ajuste en frío; b) la instalación final de todos los soportes entre los soportes fijos especificados; c) soldadura y tratamiento térmico de uniones soldadas (si es necesario) en la zona entre los soportes fijos.
V. Soldadura de tuberías
Requerimientos generales
80. En la fabricación e instalación de tuberías y sus elementos, se permite utilizar todos los métodos de soldadura industrial que aseguren la calidad de las uniones soldadas de acuerdo con los requisitos de este Reglamento.
El proceso de soldadura y el procedimiento de control, así como los modos y métodos de tratamiento térmico de las uniones soldadas (si es necesario), deben establecerse mediante las instrucciones de producción pertinentes desarrolladas por el fabricante o la organización de instalación.
81. Los soldadores que hayan superado las pruebas de conformidad con las Reglas para probar soldadores eléctricos y soldadores de gas aprobadas por el Gosgortekhnadzor de la URSS pueden realizar trabajos de soldadura en la fabricación e instalación de tuberías.
control de soldadura
100. La organización del control de soldadura debe garantizar una verificación sistemática de la calidad de las uniones soldadas de acuerdo con los requisitos de estas Reglas, GOST y instrucciones de producción.
101. Además del control interoperativo durante la fabricación e instalación de la tubería, el control de calidad de las uniones soldadas debe realizarse mediante los siguientes métodos, de acuerdo con GOST 3242-54, 6996-54, 7512-55 y las instrucciones del Ministerio de Construcción de Centrales Eléctricas para el control de calidad ultrasónico de las uniones soldadas de tuberías de centrales eléctricas: a) inspección externa de todas las uniones soldadas de los productos; b) pruebas mecánicas de muestras cortadas de juntas de control o juntas soldadas de productos; c) estudios metalográficos de muestras cortadas de juntas de control o uniones soldadas de productos; d) detección de fallas por ultrasonidos; e) translucidez de uniones soldadas de productos con rayos X o rayos gamma; f) pruebas hidráulicas de productos.
102. Cada junta soldada de la tubería, realizada en fábrica o en condiciones de instalación, debe tener una marca de soldador.
Todos los tipos de pruebas de control están sujetos a la documentación adecuada.
Inspección externa de soldaduras.
103. La inspección externa de las soldaduras se realiza para identificar los siguientes defectos externos: falta de penetración, hundimientos, quemaduras, cráteres no soldados, socavaciones, grietas en las costuras o en las zonas afectadas por el calor, porosidad, desplazamiento de los elementos soldados, fractura de el eje de la tubería en el lugar de la soldadura, así como verifica la corrección de la forma y dimensiones de las soldaduras y su cumplimiento con los dibujos, normas, especificaciones o estándares del producto soldado.
104. La inspección de soldaduras se lleva a cabo de acuerdo con GOST 3242-54 utilizando herramientas de medición normales y especiales.
Antes de la inspección, la soldadura y la superficie adyacente del metal base hasta un ancho de al menos 200 mm en ambos lados de la soldadura deben limpiarse de escoria y otros contaminantes que dificulten la inspección.
105. La evaluación de la calidad de la soldadura mediante inspección externa debe realizarse de acuerdo con los requisitos de estas Reglas, especificaciones o instrucciones de producción.
Ensayos mecánicos de uniones soldadas.
106. Se realizan pruebas mecánicas de uniones soldadas para determinar su resistencia y ductilidad.
107. Los tipos obligatorios de ensayos mecánicos son: a) ensayo de tracción; b) prueba de flexión; c) prueba de impacto.
La prueba de resistencia al impacto es obligatoria al soldar tuberías de las categorías 1 y 2 "b" con un espesor de pared de los elementos soldados de 12 mm o más.
108. Para controlar la calidad de las uniones soldadas de la tubería y sus partes, simultáneamente con la soldadura de la tubería, cada soldador está obligado a soldar juntas de control en una cantidad del 1% para los grados de acero al carbono y de baja aleación y del 2% para los austeníticos. grados de acero del número total de juntas del mismo tipo o bridas de tubería soldadas por él, pero al menos una junta de control.
Estudios metalográficos
122. El examen metalográfico tiene como objetivo controlar la continuidad física de las soldaduras, identificando grietas, poros, cavidades, falta de penetración, inclusiones de escoria, así como establecer las características estructurales del metal en las zonas principales (de transición, afectadas térmicamente). Los estudios metalográficos son obligatorios para las tuberías pertenecientes a las categorías 1 y 2 "b".
Detección de defectos por rayos X, gammagrafía y ultrasonidos.
129. La transmisión por rayos gamma o rayos X está sujeta a:
a) juntas soldadas de tuberías de las categorías 1 y 2 "b" en la cantidad del 5% del número total de juntas de producción soldadas por cada soldador de tuberías con un diámetro exterior superior a 108 mm, pero al menos una junta para cada una soldador;
b) soldaduras a tope de accesorios realizados de acuerdo con el art. 43 de este Reglamento, para tuberías de las categorías 1 "c", "d" y 2ª "b" con un diámetro exterior superior a 108 mm. En este caso, las costuras están sujetas a translucidez en toda su longitud;
c) soldar costuras de accesorios en tuberías de las categorías 1 "c", "d" y 2ª "b" con un diámetro exterior superior a 108 mm con una relación de sus diámetros exteriores superior a 0,6.
En lugar de la transiluminación de uniones soldadas a tope de tuberías hechas de acero al carbono y de baja aleación de clase perlita, con un espesor de pared de 15 mm o más, se permite la detección de fallas por ultrasonidos.
130. Las soldaduras a tope se rechazan si cuando son traslúcidas con rayos X o rayos gamma se revelan los siguientes defectos:
a) grietas de cualquier tamaño y dirección;
b) falta de penetración a lo largo de la sección transversal de la costura;
c) falta de penetración en la parte superior de la costura en juntas accesibles para soldar solo por un lado, sin revestimiento, con una profundidad superior al 15% del espesor de la pared, si no supera los 20 mm, y más de 3 mm - con un espesor de pared superior a 20 mm.
d) inclusiones o conchas de escoria según gr. A y B GOST 7512-55 con una profundidad de costura de más del 10% del espesor de la pared, si no excede los 20 mm y más de 3 mm con un espesor de la pared de más de 20 mm;
e) inclusiones de escoria ubicadas en una cadena o una línea continua a lo largo de la costura, según el grupo B de GOST 7512-55 con una longitud total de más de 200 mm por 1 m de costura;
f) poros de gas ubicados en forma de rejilla continua;
g) acumulación de poros de gas en secciones separadas de la costura según el grupo B GOST 7512-55 en 5 piezas. por 1 cm2 del área de la costura.
131. Cuando se obtienen resultados insatisfactorios de transiluminación, se realiza la translucidez de un número doble de juntas. Si durante la transiluminación adicional se revelan defectos inaceptables, entonces todas las uniones de la tubería soldadas por este soldador son translúcidas.
Pruebas hidráulicas de elementos soldados de la tubería.
132. Se realizan pruebas hidráulicas de los elementos soldados de la tubería para comprobar la resistencia y densidad de las uniones soldadas.
133. Los conjuntos de bloques de tuberías y los elementos soldados individuales deben someterse a una prueba hidráulica mediante presión de prueba:
a) unidades de bloque de tuberías de vapor y tuberías de agua caliente: presión de trabajo de 1,25;
b) elementos soldados de tuberías (compensadores, codos y otros accesorios) - presión de acuerdo con GOST 356-52.
Certificación técnica de tuberías.
143. Las tuberías sujetas a este Reglamento, antes de su puesta en funcionamiento y durante su funcionamiento, deberán estar sujetas a examen técnico: inspección externa y pruebas hidráulicas.
Las tuberías de suministro de las calderas de vapor de las centrales eléctricas, además de los tipos de inspección especificados, deben someterse a una inspección interna durante el funcionamiento.
144. El examen técnico de las tuberías deberá ser realizado por la administración técnica de la empresa dentro de los siguientes plazos:
a) inspección externa de tuberías de todas las categorías, al menos una vez al año;
b) inspección externa y pruebas hidráulicas de tuberías no sujetas a registro: antes de la puesta en servicio, después de la instalación, después de las reparaciones asociadas con las juntas de soldadura, así como cuando estas tuberías se ponen en funcionamiento después de haber estado en estado de conservación durante más de dos años. ;
c) inspección interna de las tuberías de alimentación de las calderas de vapor de las centrales eléctricas que no están sujetas a registro, al menos una vez cada tres años.
145. Las tuberías registradas, además del examen técnico realizado por la administración técnica, deberán ser sometidas a un examen técnico por parte del ingeniero de control (inspector) en los siguientes términos:
a) inspección externa al menos una vez cada tres años;
b) inspección externa y pruebas hidráulicas antes de poner en funcionamiento la tubería recién instalada;
c) inspección externa y pruebas hidráulicas después de las reparaciones asociadas a la soldadura de uniones, así como durante la puesta en servicio de la tubería después de que ésta haya estado en estado de conservación por un período superior a dos años;
d) inspección interna de las tuberías de suministro de calderas de vapor de centrales eléctricas, con excepción de las especificadas en el art. 144 p. "c", - al menos una vez cada tres años.
146. La inspección externa de tuberías tendidas al aire libre o en canales pasantes se puede realizar sin quitar el aislamiento.
La inspección externa de las tuberías cuando se colocan en canales intransitables o cuando se colocan sin canales se lleva a cabo abriendo el suelo de las secciones individuales y retirando el aislamiento al menos cada dos kilómetros de la longitud de la tubería.
El ingeniero de control (inspector), si tiene dudas sobre el estado de las paredes o soldaduras de la tubería, podrá exigir la retirada parcial o total del aislamiento.
147. Las tuberías recién instaladas se someten a inspecciones externas y pruebas hidráulicas antes de aplicar el aislamiento. Para tuberías sin costura, se permite realizar inspecciones externas y pruebas hidráulicas con aislamiento aplicado; al mismo tiempo, las uniones soldadas y las conexiones bridadas no deben estar aisladas y ser accesibles para su inspección.
148. Las pruebas hidráulicas de las tuberías pueden realizarse únicamente después de finalizar todos los trabajos de soldadura, incluido el tratamiento térmico, así como después de la instalación y fijación final de soportes y suspensiones.
149. Las pruebas hidráulicas de las tuberías ensambladas deberían realizarse con una presión de prueba igual a 1,25 de la presión de trabajo. Los recipientes que forman parte integral de la tubería se prueban con la misma presión que las tuberías.
150. Para las tuberías de alimentación, se considera presión de trabajo la presión que pueden desarrollar las bombas de alimentación con las válvulas cerradas.
151. La presión de prueba durante las pruebas hidráulicas de tuberías debe mantenerse durante 5 minutos, después de lo cual la presión debe reducirse a la presión de trabajo. A la presión de funcionamiento, se inspecciona la tubería y se golpean las soldaduras con un martillo que no pesa más de 1,5 kg.
Los resultados de la prueba hidráulica se consideran satisfactorios si durante la prueba no hubo caída de presión en el manómetro; soldaduras, tuberías, cuerpos de válvulas, etc. no mostraron signos de rotura, fugas o empañamiento.
152. Una prueba hidráulica durante el control de calidad de la junta soldada de conexión de una tubería de vapor o una tubería de suministro con una tubería principal en funcionamiento, si solo hay una válvula de cierre entre ellas, preparada para soldar, se puede reemplazar por transiluminación de esta junta. con rayos X o rayos gamma.
153. Las pruebas hidráulicas de las tuberías deberían realizarse a una temperatura ambiente positiva. A temperatura ambiente negativa, se permite sustituir la prueba hidráulica por una presión de prueba neumática igual que en la prueba hidráulica.
Se deben tomar precauciones en las pruebas neumáticas.
Está prohibido taponar la tubería bajo presión durante una prueba neumática.
154. La inspección interna de las tuberías de suministro con conexiones bridadas, con el objetivo de comprobar el estado de su superficie interna, se realiza de forma selectiva, en los lugares más susceptibles a la corrosión (sección de la tubería de suministro entre la válvula principal y la válvula de retención, callejones sin salida, accesorios, etc.) separando conexiones de brida y examinar la superficie interior con una lámpara y un espejo. En cada inspección interna de las tuberías de suministro, la administración deberá revisar los accesorios y sujetadores.
Las tuberías de suministro soldadas que no tienen conexiones bridadas deben verificarse perforando las tuberías en secciones separadas según las indicaciones de la persona que realizó la inspección, escaneo de rayos gamma, pruebas ultrasónicas, etc.
Supervisión y mantenimiento de ductos.
160. La administración de la empresa propietaria del oleoducto está obligada a mantener el oleoducto de acuerdo con los requisitos de estas Reglas, garantizando la seguridad del mantenimiento y la confiabilidad de su operación.
161. Para supervisar el estado de la tubería y la seguridad de su mantenimiento, la dirección de la empresa debe nombrar, por orden de la empresa, una persona responsable con las calificaciones técnicas y la experiencia práctica adecuadas. El pasaporte del oleoducto debe contener el apellido, nombre y patronímico del responsable y su firma.
162. El mantenimiento de las tuberías debe confiarse a personas formadas en el programa técnico mínimo y que conozcan el trazado de las tuberías. Los conocimientos del personal de servicio deben ser verificados por la administración de la empresa.
163. La puesta en funcionamiento y el mantenimiento del oleoducto deben realizarse de acuerdo con las instrucciones aprobadas por la dirección de la empresa.
164. En las salas de calderas y otras instalaciones con tuberías, los diagramas de tuberías en colores condicionales y las instrucciones para el inicio y mantenimiento de las tuberías deben colocarse en un lugar visible. Las válvulas de cierre y de compuerta deben estar marcadas con flechas claramente visibles que indiquen el sentido de rotación del volante del dispositivo de bloqueo (hacia el cierre "3", hacia la apertura "O") y el sentido del movimiento del medio.
165. Para prevenir accidentes relacionados con la penetración de gas combustible en canales y cámaras de redes de calefacción, así como para eliminar accidentes con el personal, es necesario:
a) en secciones gaseosas de redes de calefacción, garantizar la posibilidad de ventilación de canales y cámaras;
b) antes de entrar en cámaras y canales donde puedan aparecer gases, ventilarlos;
c) evitar las celdas para producir al menos dos personas;
d) cuando opere redes de gas peligrosas, utilice únicamente fuentes de luz seguras para iluminar las celdas;
e) si es necesario, ingresar urgentemente a la cámara, antes de que se le extraiga el gas, cada descensor debe ponerse una máscara antigás tipo manguera, uno de los extremos de la cual debe sacarse; Está prohibido el uso de máscaras antigás filtrantes.
166. Para evitar accidentes en las tuberías de vapor que funcionan a temperaturas de 450°C y superiores, debido a deformaciones residuales derivadas de la fluencia del metal de las tuberías, así como a la inestabilidad estructural, el propietario de la tubería de vapor está obligado a establecer cuidadosos y Monitoreo sistemático del crecimiento de deformaciones residuales y cambios en la estructura metálica.
Las observaciones, medidas de control y cortes deberán realizarse de acuerdo con las instrucciones del Ministerio de Centrales Eléctricas para el seguimiento de fluencia y cambios estructurales en el metal de tuberías de vapor y sobrecalentadores.
articulos populares
norma técnica
SOCIEDAD ANÓNIMA ABIERTA DE RUSIA
ENERGÍA Y ELECTRIFICACIÓN "UES DE RUSIA"
La Guía Modelo (en adelante, la Guía) para la operación de tuberías de vapor y agua caliente de centrales termoeléctricas contiene requisitos técnicos y organizativos destinados a garantizar la operación segura y eficiente de las tuberías de centrales térmicas.
El manual está destinado a organizaciones que realizan operación, mantenimiento, ajuste y reparación de equipos de centrales térmicas.
1 área de uso
1.1. Las Directrices se aplican a las tuberías principales (código OKP 31 1311, 31 1312) de centrales térmicas, incluidas las tuberías de categoría I y II de acuerdo con la clasificación siguiente.
tabla 1
1.2. La dirección establece el procedimiento, normas e indicadores técnicos para organizar el funcionamiento eficiente de los equipos de las centrales térmicas garantizando su confiabilidad y seguridad.
1.3. El manual define la base metodológica, así como los requisitos técnicos y organizativos mínimos necesarios para el desarrollo de instrucciones de producción para equipos específicos de centrales térmicas.
2.3. GPZ: Válvula principal de vapor.
2.4. GI: Prueba hidráulica.
2.5. Yo: Instrucción.
2.6. IPU: Dispositivo de seguridad por impulsos.
2.13. PZK: Válvula de cierre de seguridad;
2.14. PC: Válvula de seguridad.
2.15. FILA: Unidad de reducción-enfriamiento.
2.16. RD: Documento guía.
2.17. Rostekhnadzor: Servicio Federal de Supervisión Ecológica, Tecnológica y Nuclear.
2.18. RTM: Material técnico orientador.
2.19. CO: Estándar organizacional.
2.20. CPM: un compendio de materiales de orientación.
2.21. TI: Instrucción típica.
2.22. R: Guía de modelos.
2.23. CTE: Central térmica.
2.24. C: Circulares.
2.25. d y: Diámetro nominal.
2.26. w agregar: Tasa de calentamiento permitida de la tubería.
3. Organización de la operación de oleoductos.
3.1. La dirección de la organización propietaria que opera el oleoducto es responsable de la operación segura del oleoducto, del control de su operación, de la puntualidad y calidad de la auditoría y reparación, así como de acordar con el autor del proyecto los cambios en el oleoducto. y su documentación del proyecto.
La dirección de la organización propietaria debe garantizar el mantenimiento del oleoducto en buen estado y condiciones seguras para su operación.
A estos efectos, el propietario deberá:
Designar a una persona responsable del buen estado y operación segura de las tuberías entre los trabajadores técnicos y de ingeniería que hayan pasado la prueba de conocimientos en la forma prescrita;
Proporcionar a los trabajadores técnicos y de ingeniería documentación, normas y directrices reglamentarias y técnicas vigentes para la operación segura de tuberías;
Asignar el número requerido de personal de mantenimiento, capacitado y certificado para el derecho de mantenimiento de ductos;
Desarrollar y aprobar instrucciones para el personal de mantenimiento de tuberías;
Establecer un procedimiento en el que el personal encargado de las tareas de mantenimiento de las tuberías supervise cuidadosamente los equipos que se le confían mediante inspecciones, comprobaciones del correcto funcionamiento de válvulas, instrumentación y dispositivos de seguridad; debería llevarse un registro operativo para registrar los resultados de las inspecciones y controles;
Establecer un procedimiento y asegurar la frecuencia de verificación del conocimiento del personal de dirección e ingeniería de las reglas, normas e instrucciones de seguridad;
Organizar pruebas periódicas del conocimiento del personal de las instrucciones;
Asegurar el estricto cumplimiento de las normas establecidas por parte de los trabajadores técnicos y de ingeniería, y de las instrucciones del personal de mantenimiento.
3.2. La responsabilidad del buen estado y funcionamiento seguro de las tuberías recae en el gerente designado por orden de la empresa, a quien está directamente subordinado el personal que presta servicio a las tuberías.
3.3. El responsable del buen estado y operación segura de las tuberías está obligado a:
Permitir que sólo personal capacitado y certificado dé servicio a las tuberías;
Notificar oportunamente a la comisión de pruebas de conocimientos periódicas y extraordinarias sobre las próximas pruebas y garantizar la asistencia del personal a las pruebas de conocimientos;
Proporcionar al personal de mantenimiento instrucciones de producción;
Asegurar que el personal de servicio se someta a exámenes médicos periódicos;
Asegurar el mantenimiento y almacenamiento de la documentación técnica para la operación y reparación de tuberías (pasaporte, registros operativos y de reparación, registro de controles de manómetros, etc.);
Todos los días laborables, consultar las entradas en el diario de turnos y firmarlo;
Emitir una orden por escrito para la puesta en funcionamiento de las tuberías después de verificar su disponibilidad para la operación y organizar su mantenimiento;
Dotar a cada tubería puesta en funcionamiento de las placas e inscripciones previstas en los párrafos. 7,5;
Permitir la operación de tuberías que cumplan con los requisitos de seguridad industrial;
Organizar la preparación oportuna para los estudios técnicos de las tuberías registradas en Rostechnadzor y participar en los estudios;
Realizar inspecciones técnicas de tuberías;
Realizar una inspección externa de las tuberías (durante la operación), al menos una vez al año;
Asegurar la retirada de tuberías para reparación de acuerdo con el cronograma de reparación;
Participar en encuestas realizadas por los órganos territoriales de Rostekhnadzor y cumplir con las instrucciones emitidas sobre la base de los resultados de las encuestas;
Realizar sesiones informativas y simulacros de emergencia con el personal que presta servicio a las tuberías;
Establecer el procedimiento para la aceptación y entrega de turnos del personal de mantenimiento de ductos;
Asegurar la eliminación de fallas o defectos identificados durante el examen técnico o diagnóstico antes de la puesta en operación de la tubería.
3.4. Podrán ser admitidos al mantenimiento de tuberías las personas que hayan sido capacitadas según un programa acordado de acuerdo con el procedimiento establecido, que tengan un certificado del derecho de mantenimiento de tuberías y que conozcan las instrucciones para su operación.
3.5. La capacitación del personal involucrado en la operación del oleoducto debe organizarse de acuerdo con.
3.6. El tipo de formación más importante para el personal operativo es la formación en respuesta a emergencias. El personal operativo del TPP deberá participar en simulacros de respuesta a emergencias al menos una vez al trimestre.
3.7. Para tuberías y accesorios, la organización de diseño establece la vida útil estimada. Esta información debe reflejarse en la documentación de diseño e incluirse en el pasaporte de la tubería. La operación de tuberías que hayan cumplido su vida útil designada o estimada se permite previa obtención del permiso en la forma prescrita.
4. Disposición de las tuberías
Una tubería es un conjunto de piezas y dispositivos diseñados para transportar un medio de proceso. Incluye tramos rectos, tramos curvos, elementos perfilados (te, adaptadores de un diámetro a otro, compensadores), dispositivos y accesorios para diversos fines, así como líneas tecnológicas auxiliares para llenado, vaciado, calentamiento y extracción de aire.
La tubería también incluye un sistema de protección contra incendios, que garantiza la preservación del recorrido especificado de la tubería y sus movimientos previstos durante la instalación y operación, aislamiento térmico, así como medios de control y protección.
Los medios de control y protección instalados en las tuberías deben garantizar el funcionamiento confiable y seguro no solo de la tubería en sí, sino también de los equipos tecnológicos conectados a ella.
4.1. Tubería
4.1.1. Las tuberías se caracterizan por las dimensiones principales: diámetro interior o exterior, espesor de pared, radio de curvatura de las secciones curvas. Además se debe especificar el material y estándar para los mismos ( especificaciones) para fabricación y pase condicional ( d v), que es aproximadamente igual al diámetro interno de la tubería, expresado en milímetros.
La documentación técnica para pasajes condicionales no indica unidades de medida. De acuerdo con GOST 28338-89, los diámetros nominales de las tuberías con un diámetro interior de 10 a 25 mm son múltiplos de 5; de 40 a 80 mm múltiples - 10; 100 a 375 son múltiplos de 25; de 400 a 1400 mm son múltiplos de 100. Como excepción se utilizan los agujeros nominales 32 y 450.
La elección de las dimensiones principales de las tuberías (el diámetro interior y el espesor de la pared) está determinada por los cálculos de resistencia y diseño de la tubería. El espesor de pared de las tuberías y sus partes debe determinarse mediante el cálculo de la resistencia en función de los parámetros de diseño, las propiedades de corrosión y erosión del medio transportado de acuerdo con las NTD vigentes y en relación con la gama actual de tuberías. Al elegir el espesor de pared de tuberías y partes de tuberías, se deben tener en cuenta las características de su tecnología de fabricación. La integridad de los cálculos debe cumplir con los requisitos.
4.1.2. La posibilidad de cambiar la presión o temperatura de funcionamiento de la tubería en las condiciones de funcionamiento, o el tamaño de sus elementos, debe justificarse mediante los resultados de los cálculos de verificación de resistencia, las capacidades de los dispositivos de seguridad instalados y las automáticas térmicas, y acordarse con un diseñador especializado. organización.
4.1.3 Las tuberías deben estar marcadas con la designación del fabricante, sello del departamento de control técnico, calidad del acero, número de lote, así como certificados que acrediten el tamaño, la calidad, la composición del metal y sus propiedades de la tubería de acuerdo con los requisitos reglamentarios. documentos.
En ausencia de marcado o información incompleta sobre las tuberías especificadas en los certificados, la organización que realiza la instalación o reparación de la tubería debe organizar las pruebas necesarias (control de tuberías) con los resultados registrados en los protocolos y (o) conclusiones de organizaciones especializadas. .
4.1.4. La calidad del montaje de la tubería y los requisitos para sus uniones soldadas están regulados en.
4.2. Tendido de tuberías
4.2.1. La configuración de la conexión de elementos de tubería en una sola estructura debe proporcionar:
Cumplimiento de las condiciones de resistencia de cada elemento de la tubería bajo la influencia de la presión interna, su propio peso, la masa del medio transportado y las reacciones de los elementos de soporte;
Cumplimiento de las condiciones para la resistencia del metal de los elementos de la tubería bajo la influencia de fuerzas que se desarrollan durante el calentamiento y expansión de las secciones de la tubería (que garantizan las condiciones para la autocompensación de las expansiones de temperatura);
Eliminación sin obstáculos de condensado, agua y aire;
Calentamiento y enfriamiento controlados de la tubería;
Exclusión de restricciones no diseñadas sobre la expansión térmica de secciones de tuberías cubiertas con aislamiento térmico desde el lado de estructuras de edificios, plataformas de servicio y otras tuberías;
Facilidad de instalación, mantenimiento, control y reparación de todos sus elementos.
4.2.2. El tendido de tramos de tubería debe realizarse con la pendiente de la tubería con respecto a la horizontal (pendiente) prevista por el proyecto para que el movimiento espontáneo de condensado o agua se dirija a las unidades de evacuación (accesorios de línea de drenaje).
4.2.3. De acuerdo con el valor de la pendiente durante el calentamiento, enfriamiento o vaciado, debe ser de al menos 4 mm por 1 metro de longitud de tubería.
Para tuberías de vapor, la pendiente especificada debe mantenerse hasta una temperatura correspondiente a la saturación a la presión de trabajo del medio. Las pendientes iniciales de instalación y los estados fríos de los tramos horizontales de la tubería deberán determinarse mediante cálculos de diseño e indicarse en su documentación.
4.2.4. La dirección de las pendientes debe coincidir con la dirección del movimiento del medio de trabajo. En el caso del movimiento de elevación del medio de trabajo a través de la tubería de vapor, se permite la dirección opuesta de los flujos de vapor y condensado.
4.2.5. No se permite la presencia de áreas no drenadas (“bolsas de condensado”) en las tuberías. Si se identifican dichas secciones en la tubería, se deben tomar medidas para eliminarlas u organizar puntos de drenaje adicionales.
4.3. Accesorios de tuberia
El término "accesorios para tuberías" refleja un conjunto de dispositivos técnicos, cuyo objetivo principal es:
En la desconexión de tuberías de otras tuberías o equipos conectados a ellas (válvulas de cierre);
En la regulación de los parámetros del medio transportado: caudal, presión, temperatura (válvulas de control);
En la protección de tuberías o equipos conectados a ellas contra daños (accesorios de protección o dispositivos de seguridad).
Los requisitos para los accesorios de las tuberías TPP se establecen en.
Según el método de conexión a la tubería, los accesorios se dividen en bridados y con extremos cortados para soldar. Según el método de control: manual, electrificado con control local y electrificado con control remoto.
4.3.1. Los accesorios para tuberías se seleccionan de acuerdo con la presión y temperatura más altas posibles, el paso condicional, así como de acuerdo con las propiedades físicas y químicas del medio transportado.
4.3.2. Para garantizar la posibilidad de regular la velocidad de calentamiento de tuberías críticas, así como para reducir la caída de presión en los cuerpos de trabajo de las válvulas de cierre o control, como regla general, se deben instalar derivaciones (líneas de derivación) paralelas a ellas, equipadas con válvulas de cierre y una válvula instaladas en serie a lo largo del flujo del medio. También es posible instalar dos válvulas en serie, una de las cuales (la primera a lo largo del medio) se utiliza como válvula de cierre y la segunda como válvula de control.
El área de flujo de las derivaciones debe determinarse al diseñar la tubería. El tendido de líneas de derivación debe garantizar que no exista posibilidad de acumulación de condensado en ellas durante el funcionamiento de la tubería.
4.3.3. Racores con diámetro nominal ( d y) mayor o igual a 50 deberá contar con pasaporte del fabricante, el cual deberá contener la información completa contenida en las especificaciones técnicas para la fabricación de los elementos críticos: su cuerpo, tapa, eje, contraventana y tornillería.
4.3.4. Los accesorios deben diseñarse para ser resistentes, teniendo en cuenta las cargas máximas permitidas de las tuberías. Está prohibido utilizar accesorios como soporte de la tubería.
4.3.5. Los cuerpos de trabajo de las válvulas eléctricas de cierre, cierre y control y control diseñados para funcionar con agua y vapor no deben cambiar de posición en caso de un corte de energía.
4.3.6. Los accesorios de acuerdo con deben estar claramente marcados en el cuerpo, en los que debe indicarse:
Nombre o marca registrada del fabricante;
Pase condicional;
Presión y temperatura condicional o de trabajo del medio;
Grado de acero;
Dirección del flujo del medio transportado (para determinados diseños de válvulas).
4.3.7. Las válvulas de cierre deben garantizar, en estado cerrado, que no haya flujo de medio a través de ellas (es decir, densidad), así como un mínimo resistencia hidráulica para el medio transportado en estado abierto. Ambos indicadores para válvulas de cierre están normalizados. Las válvulas de cierre deben diseñarse para que la caída de presión sea total a través del elemento de cierre.
4.3.8. La apertura o cierre incompleto de las válvulas de cierre provoca la estrangulación del medio transportado y un desgaste erosivo acelerado de las superficies de trabajo de la válvula. En condiciones de funcionamiento de la tubería, las válvulas de cierre deben estar completamente abiertas o cerradas. Está prohibido el uso de válvulas de cierre como válvulas de control.
4.3.9. La fuerza de presión de las superficies de trabajo de la compuerta de la válvula depende de la temperatura del husillo. Por lo tanto, cuando la tubería pasa de un estado térmico a otro, se debe corregir la fuerza de presión. En particular, para válvulas con accionamiento eléctrico, en las que la corriente de corte del motor de accionamiento (en las posiciones "abierta" y "cerrada") se establece en el estado frío de la tubería, es aconsejable corregir este indicador para el estado operativo de la tubería.
4.3.10. Las válvulas de control están diseñadas para cambiar suavemente los parámetros del medio transportado durante el funcionamiento de la tubería (presión, flujo y temperatura). Las válvulas de control incluyen: válvulas de control y mariposa, válvulas.
4.3.11. Las condiciones de uso y características de las válvulas de control deben cumplir con los datos de su pasaporte. No se permite el uso de válvulas de control fuera del alcance especificado en los datos del pasaporte.
4.3.12. Si hay una flecha en el cuerpo de la válvula que indica la dirección del flujo del medio transportado, entonces la instalación de la válvula a lo largo del flujo debe realizarse de acuerdo con la dirección de esta flecha.
4.3.13. La válvula deberá estar equipada con un actuador eléctrico con control local y/o remoto, en los casos en que:
Los esfuerzos manuales para controlar las válvulas son grandes;
Esto es requerido por la velocidad de las operaciones tecnológicas;
El mantenimiento de las válvulas es difícil o supone un peligro para el personal de mantenimiento.
4.3.14. Los accesorios deben tener placas con nombres y números correspondientes a los números de los diagramas tecnológicos (de trabajo) de tuberías, así como el sentido de rotación del volante en la dirección de apertura "O" y cierre "Z". Las válvulas de control deben estar equipadas con indicadores del grado de apertura del cuerpo regulador y válvulas de cierre, con indicadores "Abierto" y "Cerrado".
4.3.15. Los dispositivos de seguridad y los accesorios de protección son componentes de un complejo tecnológico que garantiza la seguridad tanto de las tuberías como de los equipos conectados a ellas. Los dispositivos de seguridad deben garantizar que la presión en la tubería y en los equipos conectados a ella no pueda superar el nivel establecido. Los dispositivos de seguridad incluyen válvulas de seguridad, BROU (en modo de arranque y parada), así como válvulas de retención.
4.3.16. La colocación de los dispositivos de seguridad y su contenido están regulados por los requisitos. La configuración de los dispositivos de seguridad y accesorios de protección debe realizarse de acuerdo con las instrucciones de los fabricantes.
4.3.17. No está permitido tomar muestras del medio del ramal en el que está instalado el dispositivo de seguridad. Las válvulas de seguridad deben tener tuberías de descarga que protejan al personal de quemaduras cuando las válvulas actúan. Estas tuberías deben estar protegidas del congelamiento y equipadas con líneas de drenaje (con las recomendaciones d y no menos de 50). No se permite la instalación de dispositivos de bloqueo en estas líneas de drenaje. También está prohibido instalar dispositivos de bloqueo entre los dispositivos de seguridad y las tuberías protegidas, así como detrás de los propios dispositivos de seguridad.
4.3.18. Los diseños de las válvulas de seguridad de carga o de resorte deben prever la posibilidad de verificar la capacidad de servicio de las válvulas durante el funcionamiento de la tubería abriéndolas a la fuerza. Si se instala un dispositivo de seguridad de pulso electromagnético (IPD) en la tubería, debe estar equipado con un dispositivo que permita la apertura forzada de la válvula de forma remota desde el panel de control.
4.3.19. Las válvulas de seguridad deben diseñarse y ajustarse de manera que la presión en el elemento protegido no exceda la presión de diseño en más del 10%.
4.3.20. Un exceso de presión con la apertura total de la válvula de seguridad superior al 10% del valor calculado sólo se puede permitir si así lo prevé el cálculo de resistencia de la tubería y del equipo conectado a ella.
4.3.21. Si se permite el funcionamiento de la tubería a presión reducida, entonces el ajuste de los dispositivos de seguridad debe realizarse de acuerdo con esta presión y el rendimiento de los dispositivos debe verificarse mediante cálculo.
4.4. Tuberías de drenaje y salidas de aire.
4.4.1. Se deben instalar líneas de drenaje en todos los puntos bajos de la tubería donde se pueda acumular condensado o quede agua (para tuberías de agua de alimentación). La tubería debe vaciarse en equipos tecnológicos especiales (dilatadores de drenaje) con dispositivos para el drenaje de líquido periódico o continuo.
Se deben instalar válvulas de cierre en las líneas de drenaje y, a presiones superiores a 2,2 MPa (22 kgf / cm 2), dos válvulas secuenciales, la primera de las cuales debe usarse como válvulas de cierre y la segunda como válvula de control. .
Para controlar el calentamiento de la tubería y la capacidad de servicio de la línea de drenaje, es aconsejable instalar un ramal especial a la atmósfera entre las válvulas de cierre y control, equipado con una válvula (revisión).
Las tuberías de vapor para una presión de 20 MPa (200 kgf / cm 2) y superiores deben estar provistas de accesorios con válvulas de cierre y control ubicadas secuencialmente y una arandela de estrangulación.
La capacidad de servicio de las líneas de drenaje y sus accesorios determina en gran medida la confiabilidad de la tubería y su durabilidad.
4.4.2. En las tuberías que transportan agua, la función de las líneas de drenaje es vaciar el volumen interno de la tubería. Para las tuberías que transportan vapor, están destinadas a:
Controlar el paso del vapor por la tubería (mediante revisiones);
Para lavar la tubería (mediante revisión, en el embudo de drenaje);
Para vaciar el condensado;
Para pasar vapor durante el calentamiento de la tubería (purga de la tubería);
Para el paso de pequeños flujos de vapor para mantener una temperatura alta en callejones sin salida de la tubería.
Como regla general, las líneas de drenaje ubicadas a la mayor distancia desde el punto de suministro de vapor a la tubería deben combinar las posibilidades de drenar la tubería y purgarla.
4.4.3. Las ubicaciones, el área de flujo de las líneas de drenaje, su esquema y la dirección de los flujos del medio eliminado se determinan durante el diseño de la tubería. El esquema de conexión de líneas de drenaje de tuberías con diferentes presiones a tanques de recolección (expansores de drenaje) debe garantizar que no haya posibilidad de bloquear algunos flujos por otros, así como la entrada del medio extraído de una tubería a otra.
4.4.4. Al combinar las líneas de drenaje de varias tuberías o secciones desconectadas de la tubería, se deben instalar válvulas de cierre en cada una de ellas.
4.4.5. El diseño y ubicación de los dilatadores de drenaje deben excluir la posibilidad de un drenaje incompleto, así como la posibilidad de que el condensado regrese a las tuberías drenadas.
4.4.6. Para evitar choques hidráulicos, las líneas de drenaje deben tenderse sin tramos de elevación con pendiente hacia los tanques de recolección.
4.4.7. La configuración de las líneas de drenaje, así como el diseño y ubicación de sus elementos de soporte, deben brindar las condiciones para la autocompensación de la expansión térmica. Además, las líneas de drenaje, sus OPS y los nodos de paso a través de las plataformas de servicio no deben interferir con los cambios de temperatura de la tubería principal.
4.4.8. Los tramos sin salida de las tuberías de vapor, así como los ramales que, con diversas conmutaciones de circuitos mientras el equipo está en funcionamiento, pueden quedar en un estado sin flujo, deben estar equipados con dispositivos que permitan eliminar el condensado que se acumula en ellos. Para hacer esto, en las áreas de acumulación de condensado, se deben instalar líneas de drenaje de purga constante en expansores de drenaje (a través de dispositivos de estrangulamiento y trampas de vapor), o líneas sin refuerzo que conecten los volúmenes que fluyen y no fluyen de la misma tubería, no separados. mediante accesorios (drenajes permanentes). Un requisito previo en este último caso debería ser el tendido de líneas no de refuerzo con pendiente hacia el volumen de flujo.
4.4.9. Cuando las líneas de drenaje están abiertas la válvula de cierre primero debe abrirse y el regulador, segundo; al cerrar las líneas de drenaje se debe invertir la secuencia de operaciones. Al drenar el condensado, ambas válvulas deben estar completamente abiertas para evitar el desgaste.
4.4.10. En los puntos superiores de la tubería, en la generatriz superior de la tubería, se deben instalar salidas de aire, líneas diseñadas para eliminar el aire de la tubería cuando está llena de vapor o agua. Las salidas de aire deben conectar la tubería con la atmósfera. La apertura y cierre de las salidas de aire debe realizarse mediante una válvula.
Dado que las salidas de aire están instaladas en la generatriz superior de la tubería, son menos propensas a la contaminación y pueden usarse como líneas de revisión adicionales.
4.4.11. Las aeronaves deben contar con plataformas de servicio. Su recorrido no debe permitir la acumulación de condensado; además, las líneas de ventilación no deben ser una fuente de restricciones no diseñadas para los cambios de temperatura de la tubería.
4.4.12. Para evitar la formación de condensado y su entrada en las tuberías de vapor calentado, la longitud de las secciones de las tuberías de ventilación, drenaje y purga desde el accesorio a la tubería hasta la primera válvula de cierre a lo largo del medio no debe exceder los 250 - 300 mm. Además, las salidas de aire, las líneas de drenaje, las líneas de purga y las líneas sin refuerzo deben aislarse cuidadosamente.
4.4.13. Los accesorios de las salidas de aire y las líneas de drenaje deben seleccionarse de acuerdo con los mismos parámetros del entorno de trabajo que los accesorios de la tubería en la que están instalados.
4.5. Sistema de suspensión-soporte de fijaciones de tuberías (OPS)
4.5.1. La masa de la tubería, sus ramales y accesorios debe distribuirse uniformemente sobre los elementos de soporte fijados de forma segura a las estructuras del edificio. Los elementos de soporte, así como sus unidades de fijación, deben diseñarse para la carga vertical de la masa de la tubería llena de agua y cubierta con aislamiento térmico, así como para las fuerzas resultantes de la expansión térmica de las secciones de la tubería cuando se calienta. . Los elementos elásticos del OPS deben tener márgenes estándar de capacidad de carga y una variedad de cambios en las propiedades elásticas. Las cargas de los elementos individuales del sistema de alarma contra incendios en varios estados de la tubería (instalación, frío y funcionamiento) deben determinarse sobre la base de cálculos de diseño o verificación. En algunos casos, los elementos del sistema de protección contra incendios deben garantizar la protección de la tubería contra cargas sísmicas, de viento y vibraciones. Los requisitos para el estado del OPS de las tuberías se establecen en. Los requisitos para los elementos del OPS en las condiciones de los trabajos de reparación se dan en.
4.5.2. La capacidad máxima de carga de los elementos del OPS de las tuberías de vapor se puede asignar sin tener en cuenta la masa de agua necesaria para la realización. pruebas hidráulicas. Para estos casos, en el diseño del OPS de la tubería, se deben prever dispositivos especiales que asuman la carga adicional de la masa de agua.
4.5.3. Según el diseño, se distinguen elementos de soporte móviles y fijos. Los elementos de soporte móviles deben brindar la capacidad de mover la tubería en una o más direcciones. Los elementos de soporte móviles incluyen soportes deslizantes y elásticos (resorte), suspensiones elásticas y varillas rígidas. Los elementos de soporte fijos (según su diseño) deben asegurar el bloqueo de los movimientos lineales o angulares y lineales de la tubería (para todos o algunos grados de libertad) durante su expansión térmica.
4.5.4. La disposición de los elementos del sistema de protección contra incendios a lo largo de la tubería debe seleccionarse al diseñar teniendo en cuenta las condiciones de observar ciertos tamaños de vanos entre los elementos de soporte, asegurando la autocompensación de las expansiones de temperatura y la capacidad de las estructuras del edificio para percibir las fuerzas que se les transmiten con la combinación menos favorable de factores de carga. Condiciones adicionales son garantizar la posibilidad de acceso a las uniones soldadas de la tubería para realizar su control.
4.5.5. Para secciones de tuberías con cambios de temperatura de más de 100 mm, se recomienda utilizar elementos elásticos OPS con una longitud de varilla de al menos 1,5 m.
Nota:
4.5.6. De las diversas realizaciones de elementos de soporte elásticos se prefieren aquellas en las que los elementos de soporte elásticos están instalados en la sección de las barras y cuya carga se puede evaluar y ajustar.
4.5.7. Al instalar elementos móviles del sistema de protección contra incendios, así como al fijarlos a estructuras de edificios, se deben tener en cuenta los cambios de temperatura de los puntos de fijación de los soportes en la tubería durante su transición del estado de instalación al estado de trabajo. . Para ello, se realizan desplazamientos preventivos de los puntos de fijación de los elementos del sistema de alarma contra incendios en tuberías y (o) estructuras de edificios.
4.5.8. Para las tuberías que están expuestas a vibraciones durante la operación, se deben proporcionar medios para reducirlas a un nivel que excluya la posibilidad de destrucción accidental y despresurización del sistema.
4.5.9. El ajuste de la carga de los elementos OPS debe realizarse únicamente en el estado frío de la tubería. La tecnología para realizar el ajuste de carga se describe en.
4.6. Medios de control y protección de tuberías.
4.6.1. Las tuberías deben estar equipadas con medios para medir la presión y la temperatura del medio de trabajo. Además, se instalan sensores primarios en las tuberías, así como dispositivos de protección que garantizan la seguridad del personal, las tuberías y los equipos relacionados.
4.6.2. La cantidad de medidas y protecciones tecnológicas necesarias debe estar prevista en el diseño de la tubería, así como en la documentación técnica de los fabricantes de equipos de acuerdo con los requisitos.
4.6.3. El algoritmo de funcionamiento de las protecciones y su efecto sobre los órganos ejecutivos ubicados en la tubería lo determina el fabricante del equipo y los documentos reglamentarios vigentes.
Los valores de configuración y retardos de tiempo para el funcionamiento de las protecciones los determina el fabricante del equipo protegido o la organización encargada de la puesta en servicio.
En caso de reconstrucción del equipo o falta de datos de los fabricantes, los ajustes y tiempos de demora se establecen en base a los resultados de las pruebas.
4.6.4. La verificación del estado de funcionamiento de la protección y la reacción de los órganos ejecutivos debe realizarse durante inspecciones exhaustivas de tuberías y equipos.
4.6.5. Para garantizar la confiabilidad de la tubería durante las operaciones de calentamiento y enfriamiento, se recomienda realizar su control de temperatura adicional mediante termopares de superficie o termopares colocados en el metal base de la tubería en las siguientes áreas:
En áreas detrás de atemperadores de inyección;
En áreas que, con varios cambios de circuitos, pueden convertirse en callejones sin salida.
Las zonas más informativas para la instalación de termopares de una sola superficie son las generatrices inferiores de las secciones horizontales de las tuberías cerca de los accesorios de las líneas de drenaje (ya que esto permite evaluar objetivamente el funcionamiento de las líneas de drenaje cuando la tubería se calienta).
4.6.6. En tuberías de vapor con un diámetro interior de 150 mm o más y una temperatura del vapor de 300 ° C y superior, de acuerdo con, se deben instalar indicadores para controlar la expansión térmica de las secciones, así como para monitorear el correcto funcionamiento del Elementos de alarma contra incendios.
Notas:
1. El control cuantitativo de los movimientos de temperatura mediante indicadores de movimiento es correcto únicamente para:
a. tuberías, cuya configuración y longitud proporcionan valores de desplazamiento que exceden las desviaciones permitidas entre los valores medidos y calculados (ver cláusula 7.2.2.);
b. indicadores ubicados a una distancia tal de los soportes fijos que cumpla la condición establecida en el párrafo 1a.
2. Cuando el número de elementos del OPS de la tubería es de uno a tres, es aconsejable controlar los movimientos no según los indicadores de movimientos de temperatura, sino cambiando la carga (asentamiento) de los elementos elásticos del OPS. ellos mismos o cambiando la posición relativa de las partes móviles de los soportes deslizantes con respecto a sus partes fijas.
3. Para tuberías de vapor extendidas tendidas sobre soportes rígidos en áreas abiertas, se permite reemplazar el control de los movimientos de temperatura mediante indicadores con monitoreo periódico del estado técnico de los elementos del sistema de soporte.
4.6.7. La disposición de los indicadores de desplazamiento de temperatura debe realizarse de acuerdo con el diseño de la tubería. Se permite cambiar la disposición de las señales para facilitar su mantenimiento con el permiso de la organización de diseño. Al cambiar la posición de diseño de los punteros, se deben calcular nuevos valores de control de los desplazamientos de temperatura.
4.6.8. Para garantizar la confiabilidad de los resultados de la medición utilizando indicadores de desplazamiento de temperatura, la longitud de la varilla fijada a la tubería no debe exceder 1 m.
4.6.9. El marcado de los indicadores de desplazamiento de temperatura en estado frío y operativo debe realizarse para las condiciones de temperatura de la tubería o tuberías interconectadas que cumplan las condiciones para calcular los valores de desplazamiento de control de diseño.
4.6.10. El control cuantitativo de los movimientos de temperatura de las tuberías debe realizarse para aquellos modos de funcionamiento para los que existen valores de control de los movimientos de temperatura.
Nota:
Cumplimiento de las condiciones de la cláusula 4.6.9. y 4.6.10. Esto es especialmente importante para las tuberías de vapor de centrales térmicas con conexiones cruzadas, ya que los valores de control de diseño de los desplazamientos para ellas generalmente están disponibles solo para la transición del estado en el que todas las tuberías conectadas por un solo sistema de desplazamientos de temperatura están frías. al estado en el que todos ellos tienen parámetros de funcionamiento. En casos intermedios (cuando parte del equipo está en funcionamiento y parte parada), la comparación de los desplazamientos medidos y calculados es incorrecta.
4.6.11. Los indicadores de temperatura deben ser de libre acceso. Cuando sea necesario, se les deberían proporcionar escaleras y plataformas de servicio.
4.6.12. De conformidad con las tuberías de acero al carbono y molibdeno que funcionan a temperaturas de 450 °C y superiores, de acero al cromo-molibdeno y de cromo-molibdeno-vanadio que funcionan a temperaturas de vapor de 500 °C y superiores, y de acero de alta aleación resistente al calor Los aceros a temperaturas de vapor de 550 °C y superiores deben estar equipados con puntos de referencia para medir la deformación residual. El número de puntos de medición de deformación permanente y su ubicación deben estar determinados por el diseño de la tubería.
4.6.13. Para evitar modos de uso fuera de diseño de los atemperadores de inyección ubicados en secciones horizontales de las tuberías de vapor (detrás de las calderas), así como para identificar sus fallas, es aconsejable instalar termopares de superficie o termopares en el metal base detrás de ellos a lo largo del vapor. trayectoria a una distancia de 4 a 5 diámetros internos de tubería de las camisas protectoras. Estos termopares deben colocarse en la generatriz superior e inferior de la tubería. Se prefiere el uso de termopares instalados en la mayor parte del metal base.
Para controlar los modos de operación fuera de diseño de los atemperadores de inyección ubicados en secciones verticales de la tubería, se recomienda instalar termopares similares detrás de la sección curva más cercana al atemperador de inyección en una sección horizontal o inclinada de la tubería.
4.6.14. Se recomienda controlar la diferencia de temperatura "arriba-abajo" de la tubería de vapor en todas las áreas donde es posible la acumulación de condensado. Para ello, es posible utilizar termopares de superficie o termopares instalados en la masa metálica (ver apartado 4.6.5.).
4.6.15. Los manómetros se utilizan para medir la presión del medio. Los requisitos para ellos están establecidos en .
4.6.16. De acuerdo con el proyecto, el control de los parámetros tecnológicos más importantes debe realizarse mediante instrumentos de registro. También es deseable registrar y almacenar información en una base de datos informática.
4.6.17. Para operar equipos y tuberías conectados a ellos, instrumentos de medición, control, control automático, protección y señalización tecnológica, control lógico y remoto, los diagnósticos técnicos deben estar constantemente en funcionamiento en el volumen de diseño.
4.6.18. Después de la instalación o reconstrucción de las protecciones tecnológicas, su puesta en servicio en los equipos y tuberías correspondientes deberá realizarse con el permiso del director técnico de la central termoeléctrica.
4.6.19. No se permite el desmantelamiento de protecciones tecnológicas útiles. Las protecciones están sujetas a desmantelamiento en los siguientes casos:
Cuando el equipo esté funcionando en condiciones transitorias, cuando la necesidad de desactivar la protección esté determinada por las instrucciones de funcionamiento;
En caso de un mal funcionamiento evidente de la protección (la parada debe realizarse por orden del supervisor de turno de la TPP con la notificación obligatoria al director técnico y registrarse en el registro operativo);
Para pruebas periódicas (si se realizan en equipos existentes).
4.6.20. Todos los casos de funcionamiento de protecciones y alarmas, así como sus fallos, deberán registrarse en el registro operativo y analizarse.
4.7. Aislamiento térmico de tuberías.
4.7.1. Aislamiento térmico la tubería debe realizarse de acuerdo con un proyecto separado y cumplir con los requisitos. La eficiencia de una central eléctrica (especialmente con mayores requisitos de maniobrabilidad), la confiabilidad de la tubería y la seguridad del personal operativo dependen en gran medida de la calidad del aislamiento térmico.
4.7.2. Para el aislamiento térmico se deben utilizar materiales que no provoquen corrosión del metal.
4.7.3. El aislamiento térmico deberá cubrir completamente la tubería, sus ramales y líneas auxiliares y estar en buen estado. La temperatura en la superficie exterior de la tubería termoaislada a una temperatura ambiente de 25 °C no debe exceder los 45 °C.
4.7.4. El aislamiento térmico de uniones de bridas, accesorios, compensadores y tramos de tubería sometidos a control periódico (en zonas donde existan uniones soldadas, resaltes para medición de fluencia, etc.) deberá ser removible. El aislamiento térmico removible en términos de sus parámetros técnicos no debe ser inferior al aislamiento térmico estacionario.
4.7.5. El aislamiento térmico de tuberías tendidas al aire libre, cerca de tanques de petróleo, oleoductos, oleoductos, líneas de cables debe tener un revestimiento metálico u otro que proteja el aislamiento térmico de la humedad o los productos de petróleo combustible.
4.7.6. La sustitución total o parcial del aislamiento térmico por aislamiento ligero sin reajuste de los elementos elásticos del OPS puede provocar la aparición de zonas de mayor tensión y provocar un cambio negativo en las pendientes. Por lo tanto, un cambio en la masa del aislamiento térmico requiere un nuevo cálculo de las cargas de los elementos del sistema de protección contra incendios, cambios en el marcado de los indicadores de cambios de temperatura y verificación del sistema de pendientes de la tubería. Es aconsejable reemplazar el aislamiento térmico de la tubería (cambiando su masa lineal total) a lo largo de toda la tubería, ya que de lo contrario los datos calculados sobre la carga óptima de los elementos OPS no serán confiables. Al reemplazar el aislamiento térmico en ciertas secciones de la tubería (por ejemplo, curvas), es necesario elaborar un mapa de la ubicación del aislamiento, indicando los límites de las secciones con diferentes pesos lineales de aislamiento para obtener datos confiables sobre la carga óptima de los elementos OPS.
5. Principios para organizar la operación de tuberías en modos no estacionarios.
5.1. Factores que afectan la confiabilidad de las tuberías en modos no estacionarios.
5.1.1. El principal factor que afecta la confiabilidad de la tubería es el nivel de tensiones en el metal de sus elementos, debido a:
a) presión interna;
b) carga de masa distribuida y concentrada, así como la reacción de los elementos del sistema de alarma contra incendios;
c) por los esfuerzos de autocompensación de dilataciones térmicas.
En condiciones en las que cambia la temperatura del medio, aparece un campo de temperatura desigual en el metal de la tubería a lo largo del espesor de la pared, el perímetro y la longitud de la tubería, lo que provoca tensiones de temperatura no estacionarias adicionales. Estas tensiones, junto con las tensiones debidas a efectos mecánicos e hidrodinámicos, determinan la confiabilidad de la tubería en modos de operación no estacionarios.
Los factores especificados en los párrafos a) yb), con su aumento excesivo, así como efectos hidrodinámicos significativos, pueden causar daños acelerados a las tuberías. El impacto de estos factores a un nivel determinado (de diseño), así como otros impactos sobre el metal de la tubería, se prolongan en el tiempo. En el caso de las tuberías de alta temperatura, esto se debe a la acumulación gradual de daños en el metal debido a la influencia de los procesos de fluencia y la fatiga de bajo ciclo, y en las tuberías de baja temperatura, a los fenómenos de fatiga.
La mayor influencia del nivel de tensiones que actúan sobre el metal se produce en las zonas de concentradores de tensiones estructurales en curvas, uniones soldadas, T, así como en nodos donde la mayor influencia de factores individuales se debe a las peculiaridades del modo de funcionamiento. características estructurales o adquiridas durante la operación de estos nodos.
De gran importancia para las tuberías que operan en condiciones de fluencia es el mantenimiento de los parámetros de diseño y, en particular, la temperatura.
5.1.1.1. Campo de temperatura desigual en todo el espesor de la pared de la tubería.
El tipo más importante de tensiones térmicas son las tensiones debidas a diferencias de temperatura a lo largo del espesor de la pared de la tubería. Estas tensiones están determinadas por la tasa de cambio en la temperatura del medio, la intensidad de la transferencia de calor y las características geométricas de la pared de la tubería. La tasa de cambio de temperatura del medio durante los modos de operación no estacionarios, por regla general, puede verse influenciada por el personal operativo y, por lo tanto, este tipo de tensión es controlable.
5.1.1.2. Campo de temperatura desigual a lo largo del perímetro de la tubería.
Un campo de temperatura desigual a lo largo del perímetro de la tubería provoca la deformación de la tubería. Los elementos del OPS resisten la deformación, mientras que los mayores obstáculos son los soportes fijos y deslizantes, las varillas rígidas, así como los elementos del OPS, en los que la reserva de elasticidad del resorte resultó insuficiente. Como resultado de la interacción de fuerzas, a menudo ocurren distorsiones irreversibles de los ejes de secciones rectas de tuberías, cambios en las pendientes, daños a las uniones soldadas y elementos OPS, así como cambios en las cargas de los elementos elásticos OPS.
Un campo de temperatura desigual a lo largo del perímetro de la tubería aparece, en particular, cuando se calientan secciones horizontales de la tubería desde un estado frío hasta una temperatura de saturación. Esto se debe al espesor desigual de la película de condensado a lo largo de la altura de la sección de tubería horizontal. El calentamiento desigual de la tubería a lo largo del perímetro también ocurre si no se elimina el condensado en la tubería, su acumulación en zonas no drenadas (“bolsas de condensado”), modos de operación fuera de diseño de los atemperadores de inyección, etc.
La falta de uniformidad de temperatura a lo largo del perímetro de la sección se cuantifica como una diferencia de temperatura "arriba-abajo" de la tubería. Al calentar una tubería desde un estado frío, la desigualdad de temperatura permitida a lo largo del perímetro de las secciones horizontales se normaliza y no debe exceder los 50 ° C. En otros casos, la falta de uniformidad de temperatura a lo largo del perímetro de la sección se permite solo si hay resultados positivos de cálculos especiales de resistencia.
La aparición de irregularidades de temperatura a lo largo del perímetro de las tuberías de vapor a temperaturas superiores a la temperatura de saturación es, por regla general, un signo de:
Uso de atemperadores en modos fuera de diseño;
Mal funcionamiento del atemperador;
Desventajas del drenaje.
Por ejemplo, la aparición de falta de uniformidad de temperatura a altas temperaturas puede deberse a un consumo excesivo de agua para inyección en pasos de vapor relativamente bajos o a la entrada de vapor condensado desde una sección sin salida a una tubería calentada.
En ausencia de control de temperatura "arriba-abajo de la tubería", la aparición de desigualdades de temperatura a lo largo del perímetro de la tubería en modo no estacionario se puede detectar cambiando la posición de los indicadores de desplazamiento de temperatura (generalmente se manifiesta en una fuerte desviación de la trayectoria del indicador de la trayectoria habitual que conecta las posiciones de los puntos de marcado inicial y final).
Las consecuencias irreversibles de la falta de uniformidad de la temperatura a lo largo del perímetro de la tubería se pueden detectar por la aparición de daños en las uniones soldadas, cambios en las cargas de los soportes elásticos en comparación con los valores de diseño, desplazamiento de los indicadores de desplazamiento de temperatura con respecto a las marcas en las coordenadas. placas, separación de placas de soporte en soportes deslizantes y una serie de otras señales.
5.1.1.3. Un cambio brusco en la temperatura de la pared de la tubería es un choque térmico.
El modo de choque térmico es un proceso único de cambio de la temperatura del medio en relación con la temperatura de la pared de la tubería. Cuando se monitorea la temperatura del metal de la tubería con termopares de superficie, el choque térmico parece un cambio de temperatura a corto plazo a una velocidad de hasta 30 - 70 ° C / min, luego esta velocidad disminuye rápidamente.
Es posible prevenir un aumento de las tensiones debido al choque térmico sólo de antemano, creando las condiciones adecuadas para los cambios de temperatura.
El tipo más peligroso de choque térmico es una disminución brusca de la temperatura cuando un medio relativamente frío ingresa a las paredes calentadas de la tubería, que está bajo la acción de la presión interna. En este caso, se suman tensiones circunferenciales por presión interna y tensiones de temperatura de choque térmico en el metal de la tubería en su superficie interior, creando durante un corto período de tiempo el efecto de un aumento local de las tensiones de tracción en la capa superficial de la metal. El resultado de la exposición a choques térmicos de enfriamiento suele ser una red de grietas en la superficie interior de la tubería.
Cuando se calienta la tubería, el componente circunferencial de las tensiones del choque térmico de calentamiento en la superficie interior de la tubería se resta de las tensiones de la presión interna (en este caso, tienen diferentes signos), y en la superficie exterior se suman, sin embargo, en la superficie exterior de la tubería, el valor absoluto de las tensiones de choque térmico es aproximadamente la mitad que en la superficie interior. Por lo tanto, un choque térmico por calentamiento en la superficie interior de la tubería se considera menos peligroso. Sin embargo, el valor absoluto de las tensiones térmicas durante el choque térmico por calentamiento afecta la cinética del daño del metal por fatiga de bajo ciclo.
Las tensiones de choque térmico están definidas por:
La diferencia de temperatura inicial entre la pared y el medio (durante las transformaciones de fase, la diferencia entre la temperatura de la pared y la temperatura de saturación a la presión actual en la tubería);
El espesor de la pared de la tubería y la intensidad de la transferencia de calor.
La admisibilidad de saltos de temperatura del medio en relación con la temperatura de la pared, provocados por razones tecnológicas, debe determinarse mediante cálculos especiales realizados en relación con condiciones específicas.
En general, se deben evitar cambios bruscos de temperatura del medio con respecto a la temperatura de la pared de la tubería.
5.1.1.4. Golpe de ariete.
Durante los arranques y paradas, se pueden crear condiciones en las que un flujo de vapor que se mueve a alta velocidad captura una cierta cantidad de agua (condensado). El agua que se mueve con el flujo de vapor tiene un efecto de percusión (percibido de oído como un golpe fuerte) en los puntos de giro del flujo, en particular, en las secciones curvas de la tubería y sus accesorios. Un efecto similar ocurre cuando una cierta cantidad de vapor, aire o una mezcla de vapor y gas es capturada por un flujo de agua si se mueve en un solo volumen.
El fenómeno del golpe de ariete también ocurre cuando un flujo de agua en movimiento se detiene abruptamente (por ejemplo, a una alta velocidad de cierre de los elementos de bloqueo). En este caso, debido a la inercia del flujo, se produce un brusco aumento de presión sobre el elemento de cierre.
En caso de choques hidráulicos, la fuerza de impacto sobre los elementos de la tubería puede exceder varias veces las cargas de diseño. El resultado puede ser daños al oleoducto, así como su descarrilamiento. Además, los golpes de ariete repetidos a intervalos cortos pueden provocar fenómenos de resonancia y destrucción de la tubería.
Durante el transporte de un medio bifásico o en ebullición a través de una tubería se producen fenómenos cercanos a los golpes de ariete recurrentes con alta frecuencia. También son causados por la influencia alternada de los volúmenes de agua y vapor en las secciones curvas de la tubería. El efecto ejercido sobre la tubería aumenta con el aumento de la heterogeneidad del flujo del medio bifásico. Con una heterogeneidad significativa (por ejemplo, cuando se alternan volúmenes de vapor y agua uno tras otro, ocupando toda la sección transversal de la tubería), este fenómeno se puede atribuir a choques hidráulicos, con una heterogeneidad baja, a un factor que causa la carga de vibración.
Los golpes de ariete en las tuberías y los fenómenos cercanos a ellas son muy peligrosos, por lo que conviene evitarlos de todas las formas posibles. Para hacer esto, las tuberías de vapor se deben drenar cuidadosamente, se debe evitar la acumulación de condensado en los callejones sin salida, los flujos de vapor y agua no se deben mezclar, las válvulas de cierre se deben abrir y cerrar suavemente, varias medios tecnicos para mejorar la homogeneidad de flujos de dos fases (por ejemplo, dispositivos para hacer girar el flujo u homogeneizarlo).
La carga de vibración se caracteriza por movimientos mutuos periódicos de las partes de la tubería, que parecen balancearse o temblar. Puede ser causado por factores como una mayor flexibilidad de la tubería en condiciones de caudales importantes del medio, vibraciones acústicas en callejones sin salida, movimiento de un medio bifásico, inestabilidad del flujo asociada con el funcionamiento de reguladores de presión o flujo, vibraciones. de equipos conectados, etc. Con una amplitud significativa de oscilaciones (por ejemplo, cuando los efectos que excitan las vibraciones están cerca de las frecuencias naturales de la tubería), la carga de vibración puede provocar daños por fatiga en los elementos de la tubería, así como daños (pulido) en los elementos móviles. uniones de los elementos OPS.
5.1.2. Las tensiones operativas en la tubería son relativamente cercanas a los valores calculados de las tensiones en sus estados frío y operativo.
Pueden producirse desviaciones importantes de las tensiones que actúan en estado frío y en funcionamiento en los siguientes casos:
En caso de calidad insatisfactoria del aislamiento térmico (ya que esto provoca una diferencia de temperatura fuera de lo previsto en todo el espesor de la pared en condiciones de funcionamiento y, como resultado, tensiones de temperatura adicionales en el metal);
Cuando las cargas de los elementos de alarma contra incendios difieren de los valores calculados (en este caso, las tensiones aumentan debido a la masa distribuida y concentrada de la tubería y la reacción de los elementos de alarma contra incendios).
5.2. Modos conjuntos no estacionarios de equipos y tuberías.
5.2.1. Los modos no estacionarios de cambiar el estado de las tuberías son una parte integral de los modos no estacionarios de los equipos de energía a los que están conectados. Los principios básicos para organizar los modos de calentamiento y enfriamiento de sus articulaciones son los siguientes:
Observar una determinada secuencia de operaciones tecnológicas en los equipos conectados a la tubería, así como en la propia tubería;
Asegurar la tasa de cambio de los parámetros ambientales (y, en consecuencia, la temperatura del metal de la tubería) en el proceso de modos no estacionarios de acuerdo con horarios y criterios especiales;
Observe el sincronismo de calentamiento de tuberías paralelas.
El cumplimiento de estos principios en la práctica permite garantizar:
Pérdidas mínimas de combustible para modos no estacionarios;
Cumplimiento de las condiciones de resistencia y durabilidad de equipos y tuberías.
5.2.2. La secuencia, los criterios principales para realizar operaciones tecnológicas y los cronogramas para cambiar los parámetros de los elementos de los equipos de energía en modos no estacionarios los determinan los fabricantes y están contenidos en sus instrucciones de funcionamiento. Además, estos indicadores se especifican en el proceso de puesta en servicio de pruebas de equipos prototipo u otras pruebas especiales.
5.2.3. Al diseñar, con base en los resultados de los cálculos multivariados realizados de acuerdo con , se determinan los gráficos de las tasas de cambio permisibles en la temperatura del metal de la tubería para varios valores de parámetros y en diversas situaciones que pueden surgir durante los modos de operación no estacionarios. En el futuro, estos cronogramas serán consistentes con cronogramas similares desarrollados por los fabricantes de equipos.
5.2.4. La gran mayoría de los modos en los que arranca y para el equipo eléctrico son típicos.
En diferentes etapas de los modos típicos, los elementos que determinan la velocidad de cambio de temperatura del metal pueden ser tanto los elementos de paredes más gruesas de la caldera (colectores de salida de la caldera), las turbinas como las propias tuberías.
Para los modos típicos, se desarrollan programas de tareas típicos que proporcionan modos confiables y económicos para cambiar el estado del equipo en su conjunto. En el proceso de pruebas individuales, se especifican en relación con las características de cada equipo específico.
5.2.5. Los cronogramas de tareas típicos indican los principales indicadores que caracterizan la secuencia de operaciones y el cambio de parámetros en función de su tiempo y condiciones iniciales. En particular, el indicador más importante es la temperatura inicial del metal de los colectores de paredes más gruesas de la caldera o de las zonas de entrada de vapor de los cilindros de la turbina.
5.2.6. El objetivo del personal de la TPP al implementar modos típicos de cambio de estado del equipo es garantizar el cumplimiento de los cronogramas de tareas con una desviación mínima de los parámetros de los valores recomendados. Las desviaciones permitidas de los cronogramas de tareas de acuerdo con son:
No más de ±20 °С para la temperatura del vapor fresco y secundario sobrecalentado;
No más de ±0,5 MPa para presión de vapor vivo;
No más de 15 °C de diferencia de temperatura entre tuberías paralelas.
5.2.7. La tasa de cambio en la temperatura del vapor se puede controlar mediante atemperadores dentro de la caldera, así como mediante atemperadores integrados en las propias tuberías. En ausencia de atemperadores incorporados, el punto de referencia para determinar la tasa de cambio en la temperatura del metal son los gráficos de cambios de temperatura en elementos de equipos de paredes gruesas. Si hay atemperadores incorporados en el circuito (es decir, con control de temperatura de vapor de múltiples etapas), para garantizar tasas de calentamiento de metal aceptables, el personal operativo debe proporcionar tasas de cambio de temperatura aceptables del colector y tasas de cambio de temperatura permitidas de las tuberías aguas abajo. de atemperadores incorporados.
5.2.8. Para los valores de temperatura de los elementos del equipo de paredes gruesas no previstos en los programas de tareas, las operaciones de arranque se llevan a cabo de acuerdo con el programa de tareas para el estado de temperatura más cercano o se determinan mediante programas de tareas especiales, teniendo en cuenta las tasas de calentamiento permitidas. de cada elemento del esquema tecnológico por separado.
5.3. Tasa permitida de cambio de temperatura del metal de la tubería.
5.3.1. La tasa de cambio permitida en la temperatura del metal de la tubería está determinada por las características geométricas de la sección de la tubería (espesor de la pared, diámetro exterior o interior), el valor de temperatura actual, el metal del que está hecha la tubería y la peor combinación posible. de otros factores de carga. En la fig. se muestran gráficos de diseño aproximados de velocidades de calentamiento permitidas para tuberías y colectores de varios tamaños. 1 y fig. 2.
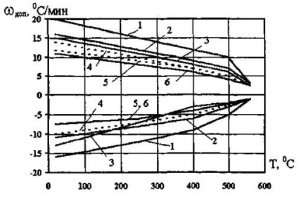
Arroz. 1. Velocidades permitidas w para calentamiento y enfriamiento adicional de tuberías de vapor vivo
(1 - 194x36 mm; 2 - 245x45 mm; 3 - 219x32 mm; 4 - 219x52 mm; 5 - 325x60 mm; 6 - 275x62,5 mm).
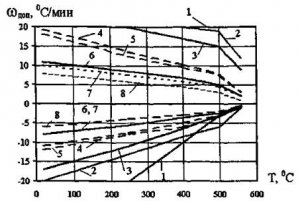
Arroz. 2. Velocidades permitidas w para calefacción y refrigeración adicionales de los colectores de calderas
(1 - 273x30 mm; 2 - 273x40 mm; 3 - 325x45 mm; 4 - 325x60 mm; 5 - 273x60 mm; 6 - 325x75 mm; 7 - 219x70 mm; 8 - 325 × 85 mm).
5.3.2. Superar la tasa de cambio de temperatura de las tuberías en comparación con los datos indicados en los cronogramas de tareas estándar solo se puede permitir sobre la base de resultados positivos de los cálculos de resistencia actualizados.
5.3.3. En ausencia de datos sobre las tasas de cambio permisibles en la temperatura de las tuberías, deben determinarse de acuerdo con la metodología y, si es necesaria una evaluación urgente, guiarse por los valores que figuran en la Tabla 2.
Tabla 2
Tasas permitidas de calentamiento y enfriamiento de elementos de tuberías de vapor.
|
Nombre |
Rango de temperatura, °С |
Velocidad, °С/min |
|
|
calentando |
enfriamiento |
||
|
Líneas de vapor de media presión (hasta 5 MPa) |
|||
|
Líneas de vapor alta presión(más de 5 a 22 MPa) |
|||
|
Líneas de vapor de presión supercrítica (más de 22 MPa) |
|||
|
Cámaras de recogida de vapor para vapor fresco con una presión superior a 22 MPa, carcasas y válvulas GPZ |
|||
5.3.4. Al asignar una tasa de cambio de temperatura permitida para elementos que forman parte de una única ruta de transporte del medio (por ejemplo, el colector de salida de un sobrecalentador convectivo y una tubería de vapor conectada a él), se debe tomar el menor de los valores calculados. .
6. Modos de operación no estacionarios de tuberías.
Se distinguen los siguientes modos típicos de cambiar el estado de los equipos tecnológicos de las centrales termoeléctricas:
Calentamiento desde un estado frío;
Calentamiento desde un estado no enfriado;
Calentamiento desde un estado caliente;
Parada de equipos en reserva;
Parada para reparaciones;
Parada de emergencia.
Los modos de calefacción enumerados, por regla general, se identifican por la temperatura inicial de los elementos de paredes gruesas de la turbina o caldera (ver cláusula 5.2.4.). Para tuberías, los modos no estacionarios de la clasificación anterior no son indicativos porque:
La mayoría de las operaciones y comprobaciones realizadas en los modos especificados en el equipo principal de proceso prácticamente no afectan a las tuberías;
Muchas operaciones tecnológicas realizadas en tuberías en los modos mencionados anteriormente prácticamente no difieren entre sí;
Hay una serie de operaciones individuales que son típicas solo de tuberías, cuyas características requieren una consideración separada.
Los modos no estacionarios de tuberías de agua de alimentación de paredes gruesas que entran en el ámbito de este TR, por regla general, no requieren ninguna operación especial para garantizar una tasa aceptable de cambio de temperatura del metal. El cambio en la temperatura del metal de estas tuberías generalmente está determinado por el grado de apertura de las válvulas de control de las tuberías que suministran vapor a HPH de acuerdo con el cronograma-tarea para cambiar el estado del equipo en su conjunto. Además, debido a la temperatura relativamente baja del agua caliente y nivel alto tensiones permitidas, la velocidad de calentamiento del metal de las tuberías puede ser bastante alta, lo que permite su mantenimiento sin condiciones especiales dentro del marco del cumplimiento del cronograma general de tareas de realización de un modo no estacionario.
Algunas excepciones son los modos relacionados con los colectores HPH de paredes gruesas calentados, en los que, en determinadas circunstancias, asociadas con la conmutación de circuitos, pueden ocurrir procesos cercanos a los choques térmicos. Sin embargo, en primer lugar, estos modos se reflejan débilmente en las propias tuberías de suministro de agua debido a la gran inercia de los procesos en curso. En segundo lugar, la aparición de estos modos no es objetiva y está asociada a la cultura de funcionamiento de los equipos.
En el futuro, se considerarán las características de una serie de modos que son característicos únicamente de las tuberías de vapor. En particular:
Calentar la tubería a temperatura de saturación;
Calentamiento desde la temperatura de saturación hasta la temperatura de funcionamiento;
Calentamiento desde una temperatura superior a la temperatura de saturación hasta la temperatura de funcionamiento;
Parada de equipos sin tuberías de refrigeración;
Parada de equipos con enfriamiento de tuberías (incluida parada de emergencia);
Peculiaridades de detener tuberías para reparaciones.
6.1. Provisiones generales
6.1.1. Las operaciones para cambiar el estado térmico de equipos y tuberías deben realizarse de acuerdo con cronogramas e instrucciones aprobados y, en algunos casos, de acuerdo con programas especiales. Las operaciones realizadas deben registrarse en el registro operativo.
6.1.2. Todas las desviaciones de los horarios-tareas de los modos no estacionarios (con excepción de situaciones de emergencia) deben ser aprobadas previamente por el director técnico de la central hidroeléctrica.
6.1.3 El permiso para realizar operaciones de cambio de estado de la tubería debe ser otorgado por el director técnico del taller o su adjunto. Si la tubería estaba en reparación, entonces el permiso especificado se puede otorgar solo después de que el gerente de trabajo responsable registre la finalización de la reparación de la tubería y su preparación para el inicio de las operaciones.
6.1.4. Las operaciones para cambiar el estado de la tubería y del equipo conectado a ella, por regla general, deben ser realizadas por al menos dos personas. En este caso, el primero de ellos debe realizar operaciones tecnológicas, y el segundo, controlar la corrección de su implementación.
6.1.5. El análisis de la calidad de los modos no estacionarios de los equipos, y de las tuberías en particular, debe ser realizado por una comisión permanente nombrada por orden del jefe de la organización, el propietario del equipo. La comisión nombra un presidente (el ingeniero jefe o su suplente), una persona que lo reemplaza y determina las funciones específicas de los miembros individuales de la comisión.
El análisis deberá realizarse en función de los materiales y de acuerdo con los criterios establecidos en . El propósito del análisis es determinar la calidad del control de procesos transitorios, incluidos los que ocurren en las tuberías. En todos los casos de violación de la secuencia de operaciones, desviación de parámetros de los valores permitidos, violación de criterios especificados y, para tuberías, en particular, exceso de las tasas permitidas de cambio de temperatura o diferencia de temperatura, se deben identificar las causas de las desviaciones y tomar medidas. tomadas para prevenirlas.
6.2. Esquemas de calefacción y refrigeración para tuberías y requisitos para ellas.
Se detallan una serie de esquemas típicos para calentar y enfriar equipos y tuberías.
6.2.1. Para calentar la tubería a una temperatura predeterminada, se requiere:
Fuente de vapor controlada por temperatura y (o) flujo;
Línea para suministrar vapor a la tubería;
Líneas para la evacuación del medio (vapor o su condensado) de la tubería; su uso debe estar determinado por los parámetros actuales del medio ambiente, así como por el esquema de su eliminación;
Dispositivos a los que se conectan las líneas de evacuación del medio de la tubería calentada.
6.2.2. Las fuentes del medio de calentamiento suelen ser calderas instaladas en centrales térmicas, tuberías que se encuentran en funcionamiento, así como colectores auxiliares especiales.
Se impone un requisito adicional a la fuente de vapor durante el calentamiento de tuberías no enfriadas (calientes): la temperatura inicial del vapor debe ser mayor o igual a la temperatura de los elementos de paredes más gruesas del equipo al que está conectada la tubería, o la temperatura de los elementos de paredes más gruesas de la propia tubería.
6.2.3. Se suministra vapor a la tubería:
Directamente desde la caldera o desde la extracción de la turbina sin accesorios intermedios:
A través de bypass de válvulas;
A través de líneas auxiliares especiales.
6.2.4. La eliminación del condensado de la tubería de vapor se realiza, por regla general, a través de líneas de drenaje hasta los colectores de recogida y luego hasta los tanques de expansión.
6.2.5. Una vez finalizada la condensación intensiva del vapor de calefacción en las paredes de la tubería, se puede continuar con su calentamiento mediante:
Pasar vapor a través de las líneas de drenaje (estas últimas desempeñan el papel de varias líneas de purga);
Pasar vapor a través de una línea de purga (con el cierre de otras líneas de drenaje);
Compartir líneas de drenaje y ROU.
6.2.6. Una característica del esquema para calentar las tuberías principales de las centrales eléctricas de bloques es la simultaneidad y coherencia de las operaciones en la caldera, las tuberías y la turbina. En este caso, después de alcanzar los valores establecidos de los parámetros de vapor, se empuja la turbina y el calentamiento adicional de la tubería de vapor principal, la turbina y las tuberías de la ruta de sobrecalentamiento del vapor secundario se realiza sincrónicamente con un flujo de vapor con presión y temperatura crecientes. .
6.2.7. En las centrales térmicas con enlaces cruzados, los esquemas de calefacción dependen del propósito de la tubería y del esquema de funcionamiento de su inclusión. El calentamiento se suele realizar por secciones: desde la caldera hasta la línea de conmutación, desde la línea de conmutación hasta la turbina GPZ y desde la turbina GPZ hasta el SC. Las secciones de la línea de conmutación se calientan por separado. Es posible el calentamiento conjunto de las tuberías principales de la caldera y la turbina.
6.2.8. El enfriamiento (enfriamiento) de las tuberías se realiza:
Naturalmente mediante aislamiento térmico con apertura de salidas de aire y líneas de drenaje (enfriamiento lento);
Forzado (si así lo prevé el esquema tecnológico), pasando un medio refrigerante con una temperatura inferior a la temperatura de la pared de la tubería.
6.2.9. En los modos de parada de emergencia de los equipos de las centrales térmicas en bloque, la evacuación del vapor de la caldera a través de tuberías se realiza a través de un BROU de alta capacidad. En las centrales térmicas con conexiones en paralelo, el vapor se evacua de la caldera a través de las líneas de purga del sobrecalentador convectivo.
6.2.10. El calentamiento de tuberías auxiliares (drenaje, purga, desagüe), que no disponen de medios para controlar el estado de temperatura, se regula mediante el grado de apertura de los accesorios. En este caso, la secuencia de operaciones y la velocidad de apertura de la válvula deben estar determinadas por las instrucciones de funcionamiento locales.
6.2.11. La velocidad de enfriamiento de los equipos conectados a tuberías no suele ser la misma: las calderas se enfrían más rápido, las tuberías de vapor se enfrían más lentamente y las partes más gruesas de la turbina se enfrían aún más lentamente. Este patrón es consecuencia de diferencias en el consumo de metal y en las condiciones de eliminación de calor de estos elementos. Las diferentes velocidades de enfriamiento de las tuberías de vapor y de la caldera para calderas de tambor y de paso único requieren en algunos casos un drenaje adicional de los colectores intermedios de la caldera para evitar que el condensado resultante enfríe los colectores de salida y las tuberías de vapor.
6.3. Controles y operaciones previas al arranque
6.3.1. Los controles previos a la puesta en marcha y las operaciones preparatorias deberán realizarse según un calendario especial.
6.3.2. Antes de la aplicación total o parcial del aislamiento térmico después de la instalación de la tubería, así como después de la OMC, se verifica lo siguiente:
a) la calidad de los trabajos de instalación y soldadura realizados;
b) conformidad del marcado de todos los elementos que componen la tubería, accesorios y elementos del sistema de protección contra incendios con los requisitos del proyecto;
c) cumplimiento del proyecto de las dimensiones geométricas de las secciones, unión de los elementos del sistema de alarma contra incendios e indicadores de movimientos de temperatura;
d) los valores de las pendientes de los tramos horizontales de las vías y su cumplimiento de los valores de diseño;
e) disponibilidad, cumplimiento del diseño y ejecución de líneas de drenaje, ventilaciones, líneas de impulso; falta de oportunidades para pellizcarlos;
e) ausencia de montaje o conexiones temporales entre las superficies de los cojinetes deslizantes;
g) la corrección del montaje de los elementos del sistema de alarma contra incendios y su funcionamiento durante la transición de la tubería desde la instalación al estado frío y de trabajo;
h) cumplimiento de las características de instalación de los elementos elásticos del OPS con los datos de diseño o cálculo;
i) resistencia de sujeción de los elementos del sistema de alarma contra incendios, calidad de la soldadura de orejas, ojos y otras partes del sistema de alarma contra incendios, ausencia de espacios y holguras en las abrazaderas y varillas;
j) la suficiencia de la amplitud de movimientos en las partes móviles de los soportes elásticos;
k) realizar los movimientos de instalación de los elementos del sistema de protección contra incendios, evitando su desplazamiento bajo la influencia de la expansión térmica de la tubería;
l) características lineales masivas del aislamiento térmico y su cumplimiento de los valores de diseño (calculados).
6.3.3. Antes de la aplicación total o parcial del aislamiento térmico después de la reparación de la tubería asociada con el corte y soldadura de secciones, el reemplazo de accesorios o la reconstrucción del sistema de protección contra incendios, la calidad de la reparación realizada, la integridad de la tubería y su ramas, así como puntos: d), f), g), h), i), j), l) p.p. 6.3.2.
6.3.4. Antes de reemplazar el aislamiento térmico de la tubería, se verifican los puntos h), j) de la Sección 6.3.2, las pendientes reales de las secciones horizontales de la tubería se verifican en estado frío (después de la instalación de las tuberías o después de la OMC). Si es necesario, se toman medidas para llevar las pendientes de las secciones horizontales de la tubería a los valores de diseño (calculados) de acuerdo con la metodología descrita en.
Después de la sustitución del aislamiento térmico, se comprueba la calidad del trabajo realizado.
6.3.5. Al finalizar la reparación, después de aplicar el aislamiento térmico y retirar los dispositivos de bloqueo de los elementos elásticos del OPS, se realiza lo siguiente:
Comprobar el estado del aislamiento térmico restaurado;
Ajuste de la carga de los elementos elásticos del OPS de acuerdo con los datos de diseño (calculados) (si así lo prevé el plan de trabajo);
Verificar la conformidad de las cargas de los elementos elásticos del sistema de protección contra incendios con los datos de diseño (calculados) y, si es necesario, su ajuste adicional;
Desmontaje de andamios y estructuras metálicas provisionales;
Comprobar la ausencia de objetos con riesgo de incendio en las inmediaciones de la tubería;
Comprobar la presencia de espacios libres estándar entre la tubería, los elementos de su sistema de alarma contra incendios, los accesorios, las líneas de drenaje, las salidas de aire, por un lado (teniendo en cuenta los futuros cambios de temperatura de la tubería) y las estructuras del edificio, las plataformas de servicio, los equipos y tuberías adyacentes. , en el otro.
6.3.6. Después de los trabajos relacionados con la instalación de la tubería, de acuerdo con las instrucciones del proyecto, se debe purgar a la atmósfera. La limpieza del oleoducto también debería realizarse según la OMC mediante métodos en los que queden incrustaciones en la superficie interior del oleoducto.
6.3.6.1. El purgado de la tubería deberá realizarse de acuerdo con un programa especial aprobado por el responsable de la organización de instalación, reparación o puesta en servicio y acordado con el director técnico de la central termoeléctrica.
6.3.6.2. Al purgar la tubería, se debe garantizar que las velocidades del vapor no sean inferiores a los valores operativos. La purga debe realizarse a la presión de funcionamiento, pero no más de 4 MPa.
6.3.6.3. Las tuberías temporales destinadas a purgas deben cubrirse con aislamiento térmico en los puntos de servicio. El soporte para la parte final de la tubería de purga (fuera del edificio de la TPP) debe estar bien sujeto. El área a la salida del tubo de escape de la tubería de purga debe estar vallada y se deben colocar observadores a lo largo de sus límites. El lugar de escape a la atmósfera debe elegirse de tal manera que no haya personal, mecanismos ni equipos en la zona peligrosa. Se deben desmantelar los andamios y los andamios cerca de las tuberías de vapor soplado. Al purgar, se deben observar las reglas de seguridad contra incendios.
6.3.6.4. La duración de la purga (en ausencia de instrucciones especiales en el proyecto) debe ser de al menos 10 minutos.
6.3.6.5. Los diafragmas, dispositivos, accesorios de control y seguridad se desmontan de la tubería durante el período de purga y se instalan insertos temporales en su lugar.
6.3.6.6. Durante la purga de la tubería, los accesorios instalados en las líneas de drenaje y en los callejones sin salida deben estar completamente abiertos y, una vez completada la purga, inspeccionarse y limpiarse cuidadosamente.
6.3.6.7. Si aparecen signos de golpe de ariete, el suministro de vapor a la tubería purgada debe detenerse inmediatamente y reanudarse solo después de que se haya drenado completamente.
6.3.6.8. Una vez finalizadas las operaciones de purga, se realiza el montaje final del trazado del oleoducto y su OPS.
6.3.7. Se comprueba la conformidad de la posición de los indicadores de desplazamiento de temperatura con las marcas del estado frío en las placas de coordenadas. Si la condición de la tubería considerada (para TPP con estructura de bloques) y las tuberías relacionadas (para TPP con enlaces cruzados) cumple con las condiciones para calcular los valores de control de diseño de desplazamientos, y el marcado de las placas de coordenadas no corresponden a las posiciones de los punteros o está ausente, luego se realiza nuevamente.
6.3.8. Después de la finalización de la instalación de la tubería, su montaje después de la OMC, revisión o reparaciones medianas, parada en reserva, con una duración de más de 10 días, así como después de las reparaciones asociadas con el corte y la nueva soldadura de secciones de la tubería, el reemplazo de accesorios, Ajuste de soportes y suspensiones, sustitución de aislamientos térmicos, finalización de todos los trabajos anteriores, se comprueba:
Preparación para el funcionamiento de los accesorios de tuberías: conexión de la fuente de alimentación a los motores eléctricos, ausencia de abrazaderas, cadenas, cerraduras en volantes y accionamientos, confiabilidad de la fijación de los accionamientos, integridad del montaje de los accesorios, ausencia de holgura al apretar las tuercas en los pernos de sujeción de las cajas de tierra. y prensaestopas periféricos, facilidad de movimiento de las partes móviles de los accesorios, indicaciones de conformidad de las posiciones extremas de las válvulas de cierre ("abierto-cerrado") en los paneles de control con su posición real;
El estado de las líneas de drenaje, salidas de aire y sus accesorios, la ausencia de obstáculos en ellas para la eliminación de condensado y aire;
Integridad de las líneas de impulso;
Disponibilidad para el funcionamiento de instrumentación, automatización, protección, señalización, control remoto;
Capacidad de servicio de escaleras y plataformas para mantenimiento de herrajes.
6.3.9. Después de estar en reserva de 3 a 10 días, o parada para reparar las uniones soldadas de la tubería, así como reemplazar los elementos del sistema de fijación, la calidad de los trabajos de reparación realizados, el estado del aislamiento térmico, Los indicadores de desplazamiento de temperatura y los elementos OPS se verifican antes de iniciar las operaciones de puesta en marcha.
6.3.10. Tras detener la reserva por un periodo inferior a 3 días sin reparación, antes de poner en funcionamiento la tubería, se comprueba el estado de los elementos del sistema de protección contra incendios.
6.3.11. Se realiza una verificación para eliminar defectos y notas sobre el funcionamiento de las tuberías previamente anotadas en el registro de reparaciones y en el registro de defectos. Los resultados de las comprobaciones se registran en el registro operativo. Si durante la inspección se detectan elementos del OPS pellizcados, destruidos o dañados, se toman medidas para eliminar los defectos identificados antes del inicio de las operaciones de lanzamiento.
6.3.12. Se están terminando trabajos cuyo estado incompleto o su ejecución durante las operaciones de calefacción de tuberías y equipos pueden convertirse en una fuente de peligro para el personal de mantenimiento y reparación, así como para el propio equipo. En particular:
Ajuste de la carga de los elementos OPS;
Hidropruebas de tuberías o sus ramales;
Quitar tapones;
Reparación de accesorios principales y auxiliares, válvulas de seguridad, dispositivos de arranque;
Reparación de tuberías auxiliares conectadas a las tuberías principales, incluidas líneas de drenaje, venteos de aire, líneas de instrumentación y automatización, así como líneas de muestreo;
Reparación y prueba de sistemas de protección, alarmas, instrumentos de medición;
Ensayos de válvulas y actuadores.
6.3.13. Antes de poner en servicio el equipo protegido (tuberías) después de una reparación mayor o media, así como después de reparaciones en los circuitos de protección tecnológica, se verifica la capacidad de servicio y la preparación de las protecciones para el encendido. La verificación de las protecciones se realiza probando cada protección en busca de una señal y la acción de las protecciones en todos los dispositivos actuadores.
Antes de poner en marcha el equipo protegido después de su inactividad por más de 3 días, se verifica el funcionamiento de las protecciones en todos los dispositivos de accionamiento, así como las operaciones de encendido de la reserva de equipos tecnológicos. Las pruebas deben ser realizadas por el personal del taller tecnológico correspondiente y el personal de mantenimiento del equipo técnico.
6.3.14. Las pruebas de protecciones que afectan el equipo (incluidos los accesorios de tuberías) se llevan a cabo después de completar todos los trabajos en los equipos involucrados en el funcionamiento de las protecciones.
6.3.15. Después de realizar todo tipo de trabajos de reparación, la organización reparadora debe preparar y presentar la documentación de reparación (esquemas, formularios, documentación de soldadura, protocolos para estudios metalográficos, actos de trabajo oculto, certificados de aceptación después de la reparación, etc.) a la división correspondiente de la empresa. TPP.
6.4. Calentamiento de tuberías hasta temperatura de saturación.
El calentamiento de las principales tuberías de vapor de las centrales termoeléctricas en bloque y de las centrales reticuladas se lleva a cabo, por regla general, suministrándoles vapor sobrecalentado. Si la temperatura inicial de la pared de la tubería está por debajo de la temperatura de saturación, entonces se condensa vapor sobre ella. Al comienzo del proceso de calentamiento, todo el vapor entrante se condensa en la entrada de la tubería. Luego, a medida que aumenta la temperatura de la pared, la zona de condensación se desplaza gradualmente a lo largo de la tubería, dando paso a vapor más caliente. El tiempo que tarda la zona de condensación en atravesar la tubería depende de su longitud. La formación intensiva de condensación se produce durante mucho tiempo, hasta varias decenas de minutos.
Las tensiones de choque térmico iniciales en la tubería están determinadas por la diferencia entre las temperaturas de la pared de la tubería y la temperatura de saturación a la presión actual en la tubería. Por lo tanto, cuanto menor es la presión inicial del vapor que ingresa a la tubería, menor es esta diferencia y menores tensiones iniciales aparecen en la pared de la tubería.
6.4.1. Antes de comenzar las operaciones, el supervisor de turno está obligado a detener los trabajos de reparación y retirar al personal de reparación del equipo ubicado en las inmediaciones de la tubería calentada, verificar la finalización de todos los trabajos realizados en la tubería y sus ramales (ver cláusula 6.3). , y también asegurarse de que el oleoducto no tenga personal ajeno a las operaciones.
6.4.2. Después de recibir una instrucción del supervisor de turno para iniciar las operaciones de calentamiento de la tubería, el personal de mantenimiento debe:
Abra todas las líneas de drenaje, así como las salidas de aire;
Si es necesario llenar la tubería con agua, - comience a llenar con la eliminación simultánea del aire a través de las rejillas de ventilación; después de que salga agua de las salidas de aire, cierre sus accesorios;
Al finalizar la operación del drenaje inicial de la tubería, asegúrese de que no haya ningún chorro de agua por encima de los embudos de drenaje de inspección.
6.4.3. El suministro de vapor para calentar la tubería principal de la unidad de potencia se realiza desde el separador incorporado a través de una válvula de mariposa.
Al calentar la sección desde la caldera hasta la red de conmutación o desde la caldera hasta la turbina de las tuberías de vapor de TPP reticuladas, el vapor se puede suministrar directamente desde la caldera.
Durante el calentamiento de la línea de conmutación, así como de la tubería de vapor desde la línea de conmutación hasta la turbina de la central termoeléctrica reticulada, el vapor se suministra a través del bypass de las válvulas de control que separan las tuberías calentadas o frías.
El vapor para calentar las tuberías de sobrecalentamiento secundario de las unidades de energía se suministra desde el ROU o un expansor especial (calentamiento inicial antes del arranque de la turbina), o desde la propia turbina (después del arranque).
El consumo de vapor para las tuberías de calefacción de las centrales eléctricas de bloques está determinado por el grado de estrangulamiento en las válvulas de control del separador de encendido, y para las tuberías de TPP con conexiones cruzadas, por la capacidad actual de la caldera o el grado de estrangulamiento en el control. válvulas de bypass.
6.4.4. Cuando suministre vapor para calentar a través de la válvula de cierre, abra completamente la válvula de cierre y luego abra lenta y cuidadosamente la válvula de control.
6.4.5. Al drenar la tubería, asegúrese de que las líneas de drenaje estén funcionando. Esto se realiza controlando la salida de condensados mediante revisiones.
6.4.6. Si la línea de drenaje está obstruida, se debe purgar cerrando y abriendo rápidamente la válvula. Si no es posible eliminar la obstrucción de esta manera, detenga las operaciones de calentamiento y cierre la tubería para reparar la tubería de drenaje.
6.4.7. El calentamiento de las tuberías principales y auxiliares en condiciones de condensación puede ir acompañado de su deformación con la formación de contrapendientes, así como de golpes de ariete. Por lo tanto, calentar el metal a una temperatura igual a la temperatura de saturación a la presión de funcionamiento es la etapa más crítica de las operaciones de puesta en marcha, en la que es necesario cumplir cuidadosamente con los requisitos del cronograma de tareas.
6.4.8. Si se produce un golpe de ariete, se debe detener el calentamiento y reanudarlo después de inspeccionar la tubería, verificar el sistema de drenaje y realizar un drenaje completo.
6.4.9. Si hay datos del control de temperatura de que la tubería de vapor ha comenzado a calentarse en toda su longitud y aparece vapor por las salidas de aire, se deben cerrar los accesorios de ventilación.
6.5. Calentamiento de tuberías desde la temperatura de saturación hasta la temperatura de funcionamiento.
6.5.1. Después de alcanzar la temperatura de saturación correspondiente a la presión actual (un signo es la aparición de vapor "seco" debido a las revisiones), la tecnología para un calentamiento adicional hasta los parámetros operativos depende del esquema de calentamiento adoptado:
Si todas las líneas de drenaje continúan funcionando en el modo de purga, entonces el calentamiento a través de ellas se realiza hasta los parámetros de vapor completo;
Si se planea desconectar parte de las líneas de drenaje, esto se lleva a cabo solo después de la aparición de sobrecalentamiento residual del vapor;
El calentamiento combinado según los parámetros operativos es posible a través de líneas de purga (drenaje) y ROU.
6.5.2. Al calentar las tuberías de vapor a la turbina, en paralelo con el calentamiento de la tubería principal, se puede calentar la sección desde la válvula de vapor principal (a través del bypass) hasta la válvula de cierre y los tubos de bypass de vapor de la turbina.
6.5.3. Para las unidades de energía, una vez finalizado el drenaje de la tubería de vapor principal, se abre la válvula de vapor principal y se empuja la turbina, seguido del inicio (o continuación, consulte la cláusula 6.4.3) del calentamiento de la ruta de sobrecalentamiento del vapor secundario. .
6.5.4. La conexión de la caldera a la línea de conmutación en plantas de cogeneración reticulada debe realizarse a una presión ligeramente superior a la presión en la línea de conmutación (para evitar "bloquear" la caldera). El valor de este exceso debe indicarse en las instrucciones de funcionamiento locales de la caldera.
Para otras tuberías principales de centrales hidroeléctricas con enlaces cruzados, después de completar el aumento de presión, los accesorios que conectan la sección calentada con el equipo principal deben abrirse gradualmente. A continuación, se deben desconectar las tuberías auxiliares.
6.5.5. Está prohibida la inclusión de una tubería sin calefacción o sus secciones individuales.
6.5.6. En el proceso de calentamiento de tuberías, el personal de mantenimiento debe controlar visualmente la capacidad de servicio de los soportes, los soportes y los cambios de temperatura de la tubería.
6.5.7. Al finalizar las operaciones de calentamiento, se debe verificar la correspondencia de la posición de los indicadores de desplazamiento de temperatura con las marcas de control en las placas de coordenadas (si es para el estado actual sistema de tuberías este marcado está hecho - ver p.p. 4.6.9 y 4.6.10). Si se encuentra una discrepancia, se deben verificar los elementos del OPS y el sistema de tuberías para detectar la posibilidad de pellizcos. Los resultados de la inspección visual y los defectos detectados deben registrarse en el registro operativo y/o en el registro de defectos.
6.6. Calentar la tubería desde un estado no enfriado (caliente)
6.6.1. Después de recibir instrucciones del supervisor de turno para iniciar las operaciones para calentar la tubería, el personal de mantenimiento debe abrir todas las líneas de drenaje y salidas de aire.
6.6.2. La temperatura inicial del vapor suministrado a la tubería a través de las válvulas de control no debe ser inferior a la temperatura inicial de la tubería.
6.6.3. En TPP con enlaces cruzados, si es necesario calentar la tubería de vapor no enfriada de la caldera a una temperatura relativamente baja del colector de salida de la caldera, primero es necesario igualar la temperatura del metal de la tubería y el colector de salida de la caldera.
6.6.4. Para la tubería principal de la unidad de energía, la tubería de vapor a la turbina, así como la sección de la tubería principal de conmutación en la central termoeléctrica con conexiones cruzadas, la tecnología de calentamiento desde el estado no enfriado (caliente) es similar a la de calentamiento. tecnología desde el estado frío. La única diferencia está en los valores de las tasas de calentamiento iniciales permitidas.
6.7. Parada de equipos sin tuberías de refrigeración.
6.7.1. Antes de realizar operaciones de parada es necesario:
Asegúrese de que las válvulas de cierre, así como los desagües y salidas de aire estén en buen estado;
Asegúrese de que los dispositivos de control de temperatura y presión estén en buenas condiciones.
6.7.2. La parada debe estar precedida por operaciones de descarga del equipo de proceso. Después de la parada, el exceso de vapor se descarga a través del ROU y (o) a través de líneas especiales al espacio de vapor del condensador de la turbina. En el proceso de realización de estas operaciones se deberá mantener la secuencia de acciones y el cumplimiento de los criterios definidos en los cronogramas de tareas correspondientes, así como los ritmos especificados de disminución de parámetros.
6.7.3. Si se instalan atemperadores de inyección en la tubería, es necesario excluir la posibilidad de que el agua entre en contacto con las paredes calentadas de la tubería. Para ello, se debe prohibir su uso a caudales de vapor que no garanticen un funcionamiento fiable del dispositivo de inyección.
6.7.4. Después de apagar la unidad de potencia y reducir la presión en la ruta de vapor de la caldera a 2 - 2,5 MPa, se recomienda limpiar los dispositivos de inyección de los atemperadores mediante el flujo de vapor inverso.
6.7.5. Después de apagar el equipo, es necesario reducir al máximo la velocidad de enfriamiento de las tuberías para evitar pérdidas de combustible para su posterior calentamiento. Para hacer esto, es necesario garantizar la estanqueidad del cierre de las válvulas de cierre principales y las válvulas de las tuberías auxiliares.
6.7.6. Cuando las calderas se paran debido al intenso enfriamiento de las superficies calefactoras, se puede formar condensación en ellas. En las calderas de tambor, así como en las calderas de un solo paso con un separador de paso completo, se deben implementar operaciones adicionales para excluir la posibilidad de que el condensado llegue desde las superficies de calentamiento sobrecalentadas a los colectores de vapor caliente y a las tuberías principales de vapor.
6.8. Parada de equipos con enfriamiento de tuberías.
6.8.1. Las operaciones de parada inicial con enfriamiento de tuberías son similares a las operaciones descritas en p.p. 6.7.1 - 6.7.3.
6.8.2. En el modo de parada, como se indicó anteriormente, los signos de las tensiones de temperatura circunferenciales y las tensiones de presión interna son los mismos. Por lo tanto, es especialmente importante el cumplimiento de los requisitos de los cronogramas-tareas sobre las velocidades de enfriamiento del metal permitidas para este modo. El más peligroso desde el punto de vista de la magnitud de las tensiones térmicas en desarrollo es el modo de parada de emergencia de la tubería.
6.8.3. Para cerrar la tubería, que puede separarse de las tuberías en funcionamiento mediante válvulas de cierre, es necesario:
Antes de abrir los accesorios para salidas de aire o drenajes, asegúrese de que estén en buenas condiciones: el actuador de la válvula debe estar firmemente fijado al cuerpo, el prensaestopas debe estar bien sujeto, sus pernos de sujeción deben estar apretados y el volante del actuador debe estar bien sujeto. al tallo;
Cerrar la válvula y sus líneas de derivación que conectan la tubería con el equipo operativo y otras tuberías;
Asegúrese de que la válvula de cierre esté bien cerrada; para ello, abra el respiradero y reduzca la presión en el espacio drenado en 2? 3 kgf / cm 2, luego cierre la salida de aire y asegúrese de que la presión no aumente;
Abra las líneas de drenaje, mientras abre los accesorios de drenaje para evitar la entrada de vapor en la habitación, así como la entrada de vapor o agua al personal y al equipo cercano;
Salidas de aire abiertas;
Asegúrese de que no haya exceso de presión en la tubería desconectada, para ello cierre lentamente y luego abra la válvula de drenaje de drenaje; al mismo tiempo, las salidas de aire deben estar completamente abiertas, y a través de ellas el aire exterior debe entrar libremente, sin silbar, al espacio drenado;
Si la presión en el espacio drenado no disminuye cuando las salidas de aire están completamente abiertas, pero cuando están cerradas aumenta, debe dejar de drenar el condensado y la desevaporación y asegurarse de que todas las válvulas de cierre y sus derivaciones estén bien cerradas. , luego realizar nuevamente las operaciones de apertura de las válvulas de purga de aire y de drenaje;
Si se determina que la válvula de cierre o sus derivaciones no proporcionan suficiente estanqueidad, el personal que cierra la tubería debe informar esto al supervisor del turno de taller y no tomar ninguna medida adicional hasta que se lleven a cabo operaciones adicionales para desconectar de manera confiable la tubería.
6.8.4. Después de un cierto período de tiempo después de que se cierran las válvulas de cierre (generalmente después de 15 horas y 20 minutos), debido al enfriamiento del vástago, la fuerza de presión de las superficies de trabajo de la válvula disminuye, por lo tanto, su sellado adicional ( compresión) debe organizarse.
6.8.5. Al planificar tiempos de inactividad a largo plazo de los equipos, se deben tomar medidas para preservar las tuberías (ver Sección 1).
6.8.6. Después del enfriamiento, se debe realizar una inspección externa de la tubería, los elementos del sistema de alarma contra incendios, se debe verificar el cumplimiento de la posición de los indicadores de desplazamiento de temperatura con las marcas de control en las placas de coordenadas (si esta marca es hecho para el estado actual del sistema de tuberías (véanse los párrafos 4.6.9 y 4.6.10). Si se encuentra una discrepancia, se deben verificar los elementos del OPS y el sistema de tuberías para detectar la posibilidad de pellizcos. Los resultados de la inspección visual y los defectos detectados deben registrarse en el registro operativo y/o en el registro de defectos.
6.8.7. Si la tubería se desconectó en caso de emergencia, al detectar un desplazamiento vertical de la posición de los indicadores de desplazamiento de temperatura, además del trabajo realizado de acuerdo con p.p. 6.8.6, se deben realizar mediciones de las pendientes de los tramos horizontales de tuberías. Si se encuentran desviaciones inaceptables de los valores de diseño, se deben tomar medidas para corregir los valores de las pendientes y ajustar la carga de los elementos elásticos del sistema de protección contra incendios.
6.9. Peculiaridades de detener tuberías para reparaciones.
6.9.1. Al realizar la reparación, la tubería asociada con el equipo operativo, por regla general, debe cerrarse mediante dos dispositivos de cierre instalados en serie. En este caso, al listado de operaciones establecido en los p.p. 6.8.3, debe agregar las siguientes operaciones:
Bloquear los controles de las derivaciones, así como las líneas de drenaje desde el lado de las tuberías o equipos en operación con cadenas con cerraduras;
Abrir una línea de drenaje a la atmósfera, entre dos válvulas que desconectan la tubería del equipo en operación;
Bloquee los accionamientos de las válvulas de cierre de las cadenas con candados;
Retire el voltaje de los motores de accionamiento de las válvulas;
Cuelgue carteles en los accesorios desconectados: "¡NO ABRIR - LA GENTE TRABAJA!"
Abra las salidas de aire en las secciones superiores de la tubería para ventilar permanentemente la tubería.
6.9.2. En algunos casos, cuando es imposible cerrar la tubería para su reparación con dos válvulas sucesivas, se permite, con el permiso del ingeniero jefe (gerente técnico) de la empresa, cerrar la sección reparada con una válvula. Al mismo tiempo, no debe haber fugas (fugas) a la atmósfera a través del drenaje abierto durante el período de reparación en la sección desconectada. El permiso se fija con su firma al margen del permiso de trabajo.
6.9.3. Si la válvula de cierre tiene fugas, la sección reparada de la tubería debe separarse de la sección de trabajo con un tapón.
6.9.4. Si el oleoducto se enfría para los fines de la OMC, entonces se deben tomar las siguientes medidas adicionales:
En el estado frío de la tubería, sus elementos elásticos del OPS deben colocarse en las abrazaderas;
Aislamiento térmico desmantelado;
Se verificó instrumentalmente la rectitud de los tramos de tubería y el estado del sistema de taludes;
Sobre la base de los resultados de la inspección, se redactó un acta sobre el estado del sistema de oleoductos ante la OMC.
7. Control periódico de ductos durante la operación.
7.1. Inspecciones, controles, pruebas.
7.1.1. El propósito del monitoreo de las tuberías durante la operación es identificar y prevenir daños, así como garantizar la operatividad de los elementos críticos de la tubería.
Los daños a la tubería pueden deberse a las siguientes razones:
Errores de diseño o instalación;
Defectos tecnológicos en el metal de los elementos de tubería que surgieron durante su fabricación;
Desgaste de piezas de refuerzo;
Velocidad de fluencia inaceptable del metal de la tubería debido al exceso de la temperatura de operación del metal o la discrepancia entre los grados de acero reales y de diseño a partir de los cuales se fabrican los elementos individuales de la tubería;
exposición a mayores tensiones asociadas con la formación de pellizcos, daños a los elementos del sistema de alarma contra incendios (resortes, varillas, abrazaderas, etc.);
El impacto de las tensiones térmicas que surgieron como resultado de una violación de la tasa de cambio de temperatura en modos transitorios;
Golpes de ariete y vibraciones;
Diversas violaciones en la tecnología de fabricación de uniones soldadas, así como fragilización del metal durante su funcionamiento a largo plazo;
Violación de la tecnología de prueba de presión hidráulica.
7.1.2. La supervisión de las tuberías y el control de sus elementos debe ser realizada por el personal de turno de acuerdo con las descripciones de trabajo, así como por las personas responsables del buen estado y operación segura de las tuberías.
7.1.3. Todo control de turno de las tuberías y sus elementos, tanto en operación como en reserva y en conservación, deberá realizarse al menos una vez por turno en el siguiente ámbito:
Inspección externa de la tubería, incluyendo: el estado del aislamiento térmico, conexiones de bridas, accesorios principales y auxiliares, elementos de los sistemas de protección contra incendios;
Comprobación de la capacidad de servicio de la instrumentación;
Inspección y control de estanqueidad de los retenes de aceite;
Comprobación de la estanqueidad de tuberías y accesorios;
Comprobación de la ausencia de vibraciones en la tubería;
Comprobar la estanqueidad de los accesorios de desagües y salidas de aire (no deben tener espacios en la posición cerrada);
Comprobación del estado de los dispositivos de seguridad;
Comprobar la ausencia de agua, aceite, álcalis, ácidos, fuel oil, etc. en las tuberías;
Comprobación de la presencia de placas en tuberías y accesorios;
Comprobación de la capacidad de servicio de los indicadores de cambios de temperatura;
Comprobación del estado de los sitios de servicio de elementos de tuberías, accesorios, dispositivos de seguridad e instrumentación;
Comprobando la ausencia de pellizcos de las tuberías principales y auxiliares.
7.1.4. El criterio para la ausencia de posibilidad de que se produzcan restricciones no previstas en el movimiento de la tubería (pellizco) en condiciones de frío y funcionamiento es la presencia de espacios entre la superficie exterior del aislamiento térmico de la tubería, su auxiliar. líneas y equipos adyacentes, estructuras de edificios y pasajes a través de los sitios de mantenimiento. Las distancias especificadas deben ser de al menos 200 mm.
7.1.5. Al inspeccionar los elementos del OPS, debe asegurarse de que:
Los soportes móviles no interfieren con el libre movimiento de la tubería durante su expansión;
Las superficies de trabajo de los soportes deslizantes están en contacto (se apoyan entre sí);
No hay distorsiones, atascos ni pellizcos mutuos de las partes móviles de los elementos OPS;
En los elementos elásticos del OPS no hay resortes que hayan perdido su estabilidad;
La sujeción de los soportes a la estructura del edificio se encuentra en buen estado y no presenta grietas;
Las varillas de colgadores elásticos y rígidos de tuberías no tienen holgura.
Debe estar bien sujeto:
Actuadores de válvulas en su cuerpo;
Se aprietan las cajas prensaestopas, así como sus pernos de fijación;
Volantes para accionamientos de válvulas sobre varillas.
7.1.6. Si se detecta vapor a través del aislamiento térmico, el personal debe:
Detener todo trabajo en la zona de peligro y retirar al personal de ella;
Notificar inmediatamente al supervisor de turno del taller;
Determinar la zona de peligro y tomar medidas para vallarla para evitar el paso de personas;
Cuelgue los carteles "¡PROHIBIDO EL PASO!", "¡ZONA DE PELIGRO!".
7.1.7. Todos los defectos descubiertos durante las rondas diarias deben ingresarse en el registro de defectos de manera oportuna y se debe informar al supervisor del turno de taller sobre ellos.
7.1.8. Las pruebas periódicas de protección de los equipos tecnológicos deben realizarse de acuerdo con el cronograma aprobado por el director técnico de la central. Si fuera inadmisible comprobar el funcionamiento ejecutivo de las protecciones en relación con el estado actual del equipo, sus pruebas deberán realizarse sin afectar a los actuadores. El estado de los equipos, en los que se comprueban las protecciones sin afectar a los actuadores, deberá reflejarse en las instrucciones de funcionamiento locales.
7.1.9. Las pruebas de los dispositivos de seguridad deben realizarse de acuerdo con el cronograma aprobado de acuerdo con. En particular:
7.1.9.1. En las calderas de carbón pulverizado y sus líneas principales de vapor, los dispositivos de seguridad se probarán una vez cada tres meses. En calderas de gasóleo, una vez cada seis meses. En las calderas puestas en funcionamiento periódicamente, la verificación deberá realizarse en el momento del arranque, si han transcurrido más de tres o seis meses desde la última verificación, respectivamente.
7.1.9.2. Los dispositivos de seguridad se verifican aumentando la presión al punto de ajuste de activación de la válvula o (si es imposible por razones tecnológicas) - por la fuerza: de forma remota (si hay disponible un accionamiento remoto) o manualmente. El funcionamiento de cada válvula debe controlarse localmente. Para las unidades de potencia, la verificación del PC debe realizarse con una carga de al menos el 50% de la nominal.
7.1.9.3. Los resultados de la verificación de los dispositivos de seguridad deben registrarse en el registro de reparación y operación de los dispositivos de seguridad.
7.1.10. La verificación de la calidad del aislamiento térmico debe realizarse al menos una vez al año (el criterio para la calidad del aislamiento térmico se da en el párrafo 4.7.3). Durante la inspección es recomendable utilizar cámaras termográficas.
7.1.11. La verificación periódica de la libertad de funcionamiento de la válvula, así como la lubricación de los actuadores, debe realizarse de acuerdo con las instrucciones de funcionamiento locales.
7.1.12. Durante la operación de tuberías, se debe organizar la contabilidad. régimen de temperatura trabajos en metal, así como la recopilación de información sobre gráficas diarias de temperatura del vapor.
7.2. Control instrumental de ductos y sus criterios.
7.2.1. Se deben organizar mediciones periódicas en las tuberías:
Movimientos de temperatura según indicadores de cambios de temperatura (de acuerdo con);
Cargas (alturas de resorte) de los elementos elásticos del OPS en condiciones de funcionamiento (de acuerdo con).
7.2.2. Las desviaciones permitidas de los movimientos de temperatura medidos de los valores calculados deben cumplir con los requisitos.
7.2.3 La medición de las cargas (alturas de los resortes) de los elementos elásticos en condiciones de funcionamiento debe realizarse a la temperatura de diseño (diseño) de la tubería.
7.2.4. Se permite no medir las alturas de los resortes en condiciones de funcionamiento para elementos individuales de difícil acceso del sistema de alarma contra incendios, si los resultados de las mediciones de las cargas de los elementos elásticos restantes, así como los datos obtenidos del indicadores de desplazamiento de temperatura, se ajustan al rango de desviación permitido.
7.2.5. Los valores permitidos de las desviaciones de las cargas individuales de los elementos elásticos del OPS no deben exceder el ±15% de los valores calculados de las cargas. Los valores permitidos de las desviaciones totales de las cargas de los elementos elásticos del sistema de protección contra incendios no deben exceder el ± 5% de los valores calculados de las cargas totales.
7.2.6. Los resultados de las mediciones de deformaciones residuales, cambios de temperatura, alturas y cargas actuales del resorte deben registrarse en revistas especiales y procesarse de acuerdo con).
7.2.7. Cuando se identifican valores de desplazamientos de temperatura o cargas de los elementos de protección contra incendios que difieren de los valores de diseño, se debe identificar la causa de la aparición de desviaciones y tomar medidas para eliminarla, y la cuestión de la necesidad de Se debe resolver ajustar las cargas de elementos elásticos o medir pendientes.
7.2.8. Si se detectan deformaciones permanentes o deformaciones por fluencia inaceptables según los requisitos, la tubería deberá ser puesta fuera de servicio.
8. Monitoreo de tuberías durante una parada prolongada
8.1. Control y ajuste de la carga de elementos de alarma contra incendios.
8.1.1. En el estado frío de la tubería, de acuerdo con la medición de las cargas (alturas de los resortes) de los elementos elásticos del sistema de alarma contra incendios, se deben realizar al menos una vez cada dos años. Además, esta operación debe realizarse antes de la puesta en funcionamiento del oleoducto desde la instalación, revisión, OMC, así como antes de poner el oleoducto en revisión.
8.1.2. También se deben realizar trabajos de seguimiento y ajuste de las cargas de los elementos elásticos del OPS:
En caso de detectar signos de corrosión estacionada, aparición de golpes de ariete y vibraciones, o una desaceleración en la velocidad de calentamiento de una de las dos tuberías de vapor paralelas;
Tras la detección de daños en las uniones soldadas;
En caso de daño a la tubería o al sistema de fijación que haya provocado una deformación de su eje;
Al cambiar la posición de la tubería con respecto a la marca de los estados correspondientes en las placas de coordenadas de los indicadores de movimientos de temperatura, así como al cambiar las cargas de los elementos elásticos del sistema de protección contra incendios durante la operación o cuando aparecen espacios entre los superficies de apoyo de los soportes deslizantes;
Al reemplazar más del 30% de la longitud del tramo de tubería encerrado entre soportes fijos;
Con reparación simultánea de más del 20% de las uniones soldadas de la tubería de vapor;
Al reconstruir o cambiar el recorrido del oleoducto o sus ramales;
Al eliminar interferencias y deficiencias del OPS;
Al ajustar las cargas de diseño;
En estudios cuyo propósito sea alargar la vida de las tuberías.
8.1.3. Si existen desviaciones en las cargas de los soportes en comparación con los resultados de estudios anteriores, es necesario analizar y eliminar las causas de las desviaciones.
8.1.4. El ajuste de las cargas de los elementos elásticos del OPS debe realizarse teniendo en cuenta la masa real de un metro lineal de tubería cubierta con aislamiento térmico. Este indicador se determina con mayor precisión pesando el aislamiento térmico real y los resultados del cálculo de la masa lineal de la tubería, para lo cual el espesor de pared real y el diámetro exterior de la tubería se toman de los resultados de las mediciones de muestra.
8.1.5. La desviación de las cargas individuales y totales de los elementos elásticos del sistema de protección contra incendios de los valores de diseño (o calculados) en condiciones de funcionamiento no debe exceder los valores especificados en p.p. 7.2.5. Si la desviación de la carga total de los elementos elásticos del sistema de protección contra incendios excede los límites especificados, el análisis y corrección de los datos calculados sobre la masa lineal de la tubería y el cambio en las cargas de los elementos de protección contra incendios de acuerdo con Se deben realizar los nuevos datos de diseño.
8.1.6. Se permite no ajustar la carga de los elementos elásticos del OPS, en los que la diferencia entre las alturas reales y de diseño de los resortes con un tiro máximo de 70 mm en condiciones de trabajo es inferior a 5 mm, y para resortes con un máximo calado de 140 mm - menos de 10 mm.
Notas.
1. El tipo de resortes instalados en los elementos elásticos OPS se determina comparando el diámetro exterior de la barra, el diámetro exterior del resorte y el número de espiras de los resortes con los datos de diseño o de las normales correspondientes. Para rodamientos elásticos, sólo se deben utilizar resortes que cumplan con normas especiales.
2. La altura real de los resortes debe medirse en dos puntos diametralmente opuestos entre los planos de las bases adyacentes al resorte, mientras que el eje de la regla de medición debe ser paralelo al eje del resorte.
3. Las cargas de los soportes de resorte y suspensiones que tengan una escala de carga calibrada deben determinarse de acuerdo con esta escala. En ausencia de escalas de calibración, las cargas de los elementos elásticos del OPS deben determinarse mediante cálculo utilizando datos de calibración o tabulares.
8.1.7. Las cargas de los cojinetes de fuerza constante se toman según los ajustes de fábrica indicados en la marca. El criterio para la operatividad de los soportes de fuerza constante es la ausencia de pellizcos de sus partes móviles, así como el cumplimiento de la posición del indicador de desplazamiento con las marcas de diseño.
8.1.8. La presencia de carga sobre varillas rígidas y cojinetes deslizantes debe controlarse mediante la ausencia de holgura en las varillas y por la ausencia de espacios entre las superficies deslizantes de los soportes en estado de trabajo y frío.
8.2. Medición y corrección de pendientes.
8.2.1. Las pendientes de los tramos horizontales de las rutas deben comprobarse durante la revisión de los equipos eléctricos. El paso para medir las pendientes no debe exceder los 1,5 - 2 m, ya que con un paso mayor se pueden pasar por alto las distorsiones locales de la rectitud que han surgido durante el funcionamiento de la tubería. La tecnología para verificar y restaurar pendientes de tuberías se describe en.
8.2.2. Si durante la inspección se encuentran secciones de la tubería con una pendiente insuficiente, se deben desarrollar e implementar medidas para llevar el sistema de pendientes de la tubería a una posición que cumpla con los requisitos de los párrafos. 4.2.3.
8.2.3. Si se encuentran tramos de tubería con contrapendientes (“sacos de condensado”), se debe realizar un análisis de las condiciones en las que surgieron, desarrollar y tomar medidas para evitar que sigan profundizándose, y también, si es imposible para reemplazar el tramo, medidas para organizar el drenaje adicional de la tubería.
8.3. Control metálico de elementos de tubería.
8.3.1. El control del metal de los elementos de la tubería debe realizarse en frío durante las paradas planificadas del equipo. Los plazos y métodos para controlar el metal de los elementos de la tubería, así como los plazos para medir la deformación residual, están establecidos por los requisitos de otros documentos reglamentarios aplicables.
8.3.2. Se pueden asignar volúmenes o frecuencia de control adicionales de los elementos de la tubería después de que se detecten desviaciones de los requisitos reglamentarios para el estado del metal y los elementos de la tubería, así como de acuerdo con las instrucciones e instrucciones de Rostekhnadzor, así como las órdenes de energía. sistema o TPP.
8.3.3. Se asignan mayores volúmenes de control al alcanzar la vida útil establecida (asignada). Para las tuberías de categoría I, el recurso del parque está determinado por el tamaño de las tuberías, el material del que están hechas, el radio de curvatura de las curvas y los parámetros operativos. En ausencia de datos sobre la vida útil establecida para las tuberías del primer grupo de la categoría II, su vida útil se establece en 150 mil horas (20 años), para el segundo grupo de la categoría II: 30 años.
8.3.4. El control de los elementos de la tubería se puede realizar antes de la fecha límite. En este caso, esto debe realizarse según un programa especialmente desarrollado.
8.3.5. El control del montaje o reparación de uniones soldadas de tuberías debe realizarse durante el proceso de reparación en curso: dentro del recurso del parque según el programa y fuera de él, según el programa.
8.3.6. La decisión sobre la admisión a explotación de oleoductos dentro del recurso del parque la toma el director técnico de la central termoeléctrica.
8.3.7. La posibilidad de operar elementos críticos y partes de tuberías (codos, uniones soldadas de tees) con resultados insatisfactorios de pruebas no destructivas y examen del estado del metal está determinada por organizaciones que tienen bases legales y técnicas para realizar dicho trabajo. incluyendo la disponibilidad de personal calificado y equipo científico y técnico.
8.3.8. La posibilidad de una mayor operación de elementos críticos y partes de tuberías después de que se haya desarrollado el recurso del parque se determina de acuerdo con.
8.4. Certificación técnica del oleoducto.
8.4.1. Antes de la puesta en servicio de una tubería de nueva instalación, después de la reparación de la tubería asociada a soldaduras, así como durante la puesta en servicio de la tubería después de que haya estado en estado de conservación por más de dos años, de conformidad con el mismo, su documentación técnica. Se lleva a cabo un examen que incluye:
Examen externo;
La GI deberá realizarse de acuerdo al programa aprobado por el gerente técnico del TPP.
8.4.2. La certificación técnica en forma de inspección externa de la tubería también deberá realizarse al menos una vez cada tres años.
8.4.3. Las pruebas de tuberías deben realizarse con agua a una temperatura no inferior a +5 °С ni superior a +40 °С a una temperatura ambiente positiva. El GI se realiza con una presión de prueba igual a 1,25 de la presión de trabajo, pero no inferior a 0,2 MPa.
8.4.4. De acuerdo con la presión de prueba, la tubería debe mantenerse durante al menos 10 minutos, después de lo cual la presión debe reducirse a la presión de trabajo y la tubería debe inspeccionarse. La presión durante el GI debe controlarse mediante dos manómetros del mismo tipo, los mismos límites de medición, divisiones y clases de precisión.
8.4.5. Se considera que la tubería y sus elementos han superado la prueba hidráulica si durante la misma no se encuentran fugas, sudoraciones en las uniones soldadas y en el metal base, deformaciones residuales visibles, grietas o signos de rotura.
8.4.6. Está prohibida la operación de una tubería que no haya pasado la prueba.
8.4.7. Al realizar pruebas de pozos de elementos individuales del esquema tecnológico, es necesario verificar la estanqueidad de los accesorios de cierre de las tuberías que utilizan líneas de drenaje.
8.5. Pruebas de refuerzo
8.5.1. Los accesorios reparados en el taller deben ser probados para la estanqueidad de la válvula, prensaestopas, fuelles y sellos de bridas con una presión igual a 1,25 de la de trabajo.
8.5.2. Los accesorios reparados sin cortar la tubería deben comprobarse para comprobar su estanqueidad mediante la presión de trabajo del medio durante la puesta en marcha del equipo.
8.5.3. El funcionamiento de los actuadores de válvulas debe verificarse de acuerdo con las normas de seguridad en una tubería desconectada durante el proceso de reparación, así como antes de poner la tubería en funcionamiento. Los resultados de las comprobaciones deben registrarse en un registro especial.
8.6.1. Las tuberías y accesorios, así como los accesos a ellos, deben mantenerse limpios. Para facilitar el mantenimiento de válvulas, medidores de flujo, elementos del sistema de alarma contra incendios e indicadores de desplazamiento de temperatura, se deben disponer para ellos escaleras estacionarias y plataformas de servicio.
8.6.2. No debe haber estructuras metálicas extrañas a lo largo del recorrido del oleoducto. Los pasos destinados al mantenimiento de las tuberías deben estar libres. Al realizar cualquier trabajo cerca de la tubería, se debe excluir la aparición de pellizcos debido a la instalación de andamios temporales, vigas, soportes, puntales, etc.
8.6.3. En el caso de accesorios y tuberías, se debe organizar una actualización periódica de las inscripciones y placas.
8.6.4. Todas las tuberías cuya superficie de aislamiento térmico no tenga revestimiento metálico deben pintarse. La pintura de tuberías y las inscripciones en ellas deben realizarse de acuerdo con.
9. Instrucciones de emergencia
9.1. El procedimiento para el personal en situaciones de emergencia debe estar previsto en las instrucciones de producción locales y practicarse en simulacros de emergencia.
9.2. Al afrontar situaciones de emergencia, el personal debe guiarse por los principios establecidos a continuación en orden de prioridad:
Garantizar la seguridad de las personas;
Preservación de la integridad del equipo;
Proporcionar a los consumidores energía térmica y eléctrica.
9.3. La tubería debe desconectarse inmediatamente en caso de rotura de cualquiera de sus elementos, así como en caso de choque hidráulico o vibración brusca durante el funcionamiento.
9.4. En caso de rotura de elementos de la tubería, el personal debe actuar de acuerdo con las instrucciones de producción y las habilidades adquiridas en la capacitación en respuesta a emergencias. En este caso es necesario:
Cierre el área dañada cerrando sus válvulas de cierre;
Asegúrese de que los accesorios de cierre estén apretados;
Detener los equipos asociados al área dañada;
Abrir salidas de aire y líneas de drenaje en el área dañada;
Abra todas las ventanas y puertas en el área de vapor y encienda el suministro y la ventilación de escape.
9.5. Al detectar paso de vapor o agua a través de prensaestopas o conexiones bridadas, fístulas, grietas en las tuberías de abastecimiento y tuberías principales, así como en sus accesorios, se deberá apagar la sección de emergencia. Si es imposible reservar un tramo de emergencia cuando se desconecta una tubería, entonces se debe detener el equipo asociado a ella.
9.6. Al detectar daños en los elementos del sistema de alarma, pellizcos, movimientos fuera de lo previsto debido a la violación de las condiciones de autocompensación de la expansión térmica, el personal operativo está obligado a evaluar la situación y si el defecto identificado representa un peligro. al personal o al equipo operativo, tomar las medidas especificadas en los párrafos. 10.5. En caso contrario, el momento de cierre del oleoducto para su reparación lo determina el director técnico de la central hidroeléctrica.
10. Seguridad
10.1. Al operar tuberías, para eliminar el riesgo de accidentes, se deben observar estrictamente las normas de seguridad para trabajar con accesorios, en particular:
No está permitido aplicar golpes fuertes en la rueda de control de los accesorios manuales al apretarla, porque. esto puede provocar roturas, abolladuras o raspaduras en las superficies de sellado de la válvula;
El estado del herraje manual debe permitir abrirlo y cerrarlo con el esfuerzo normal de una persona; no se permite el uso de palancas adicionales para estos fines, ya que esto puede causar daños a las superficies de sellado, raspaduras, aplastamiento de las roscas de los husillos y casquillos, deformación de la varilla y daños a la caja de cambios;
Se debe tener especial cuidado al manipular barras de refuerzo en lugares con poca luz y de difícil acceso;
Si durante la inspección de los elementos de refuerzo se detectan defectos que puedan provocar una violación de la densidad, se deben suspender las operaciones con el refuerzo hasta su reemplazo;
Todas las operaciones con válvulas accionadas manualmente deben realizarse con guantes protectores;
El personal que purga un accesorio obstruido debe estar en el lado opuesto al drenaje o a la salida de vapor.
10.2. Al abrir o cerrar una válvula:
Manténgase alejado de un eje (varilla) en movimiento o giratorio, ya que en este momento el casquillo puede quedar fuera de combate;
Manténgase alejado de las conexiones de brida;
Al transferir la válvula al control remoto, es necesario excluir la posibilidad de dañar extremidades, ropa, etc. al timón.
10.3. Las derivaciones e inspecciones del equipo deben realizarse únicamente con el permiso del personal de servicio que supervisa el funcionamiento del equipo.
10.4. Está prohibido estar sin necesidad de producción en los sitios de las unidades, cerca de pozos de registro, pozos de registro, vasos indicadores de agua, así como cerca de válvulas de cierre, control y seguridad y conexiones bridadas de tuberías bajo presión.
10.5. Durante el arranque, parada, prueba de equipos y tuberías, solo se permite la presencia cerca de ellos del personal que realiza directamente estos trabajos.
10.6. Cuando la presión aumenta a un valor de prueba en las condiciones del GI, está prohibido que el personal de servicio esté en el equipo. Se permite inspeccionar las soldaduras de las tuberías y equipos probados solo después de que la presión de prueba se haya reducido al valor de trabajo.
10.7. Al probar y calentar tuberías de vapor y agua, los tornillos de las conexiones de brida deben apretarse a una sobrepresión de no más de 0,5 MPa (5 kgf / cm 2).
10.8. Para eliminar fugas a través de la rosca, los accesorios de conexión del equipo de control y medición deben apretarse únicamente con llaves cuyo tamaño corresponda a los bordes de los elementos que se están apretando. En este caso, la presión del medio en las líneas de impulso no debe exceder los 0,3 MPa (3 kgf / cm 2). Está prohibido el uso de otras llaves para estos fines, así como palancas de extensión.
Antes de apretar, comprobar el estado de la parte visible de la rosca, especialmente en los racores de ventilación.
al levantarse Conexión roscada el trabajador deberá ubicarse en el lado opuesto a la posible expulsión de un chorro de agua o vapor al romperse el hilo.
10.9. Los pesos de las válvulas de seguridad de palanca deben estar firmemente sujetos para evitar su movimiento espontáneo.
10.10. Está prohibido atascar las válvulas de seguridad de calderas y tuberías o aumentar la presión sobre los platos de las válvulas aumentando el peso de la carga o de cualquier otra forma.
11. Conservación de equipos y tuberías conectados a ellos.
Durante paradas prolongadas en el equipo y las tuberías conectadas a él, se producen procesos de oxidación de la superficie interior de las tuberías, que, en condiciones de funcionamiento, están en contacto con agua desmineralizada desaireada, vapor húmedo o sobrecalentado. El mecanismo y la tasa de aparición de la corrosión atmosférica (estacionamiento) dependen del contenido de humedad de la superficie del metal. Para los aceros expuestos al aire limpio, la humedad relativa crítica es del 60%. Con una humedad relativa del aire superior al 60%, se produce un fuerte aumento en la tasa de corrosión atmosférica. Con una humedad relativa del 60 - 100%, la tasa de procesos de corrosión en los aceros es 100 - 2000 veces mayor que con valores de humedad del 30 - 40%.
La conservación (protección de la capa superficial de metal de influencias externas) garantiza la seguridad de equipos y tuberías, reduce el costo de reparación, restauración y mantenimiento de los indicadores técnicos y económicos de las centrales térmicas. Los métodos de conservación están regulados.
Existen conservación seca y húmeda, así como tratamiento con vapor-agua-oxígeno.
La conservación en seco se realiza con aire caliente, aire seco, aire inhibido, nitrógeno y amoniaco gaseoso.
La conservación en húmedo se realiza con agua desaireada manteniendo el exceso de presión, solución de hidrazina-amoníaco, solución de amoníaco, solución de nitrito-amoníaco, solución de amoníaco Trilon B, inhibidores de contacto (M-1, MCDA) octadecilamina (ODA).
Cada uno de los tipos de conservación anteriores tiene sus propias ventajas, desventajas y características de aplicación.
Cuando la conservación se realiza en centrales eléctricas de una forma u otra (con un período de parada de 30 días o más), se debe controlar su calidad de acuerdo con un programa de trabajo especial.
Dicho programa debería ser elaborado por el servicio químico de la central hidroeléctrica. El control de calidad de la conservación se realiza según los datos de análisis químicos.
El método de conservación se selecciona teniendo en cuenta las características de las centrales y equipos de energía. Se pueden utilizar varios métodos de conservación diferentes en diferentes equipos de la misma central eléctrica. Al elegir un método específico, se tiene en cuenta lo siguiente:
Régimen de aguas usadas;
Disponibilidad de esquemas de conservación en las centrales hidroeléctricas y posibilidad de llevar a cabo la conservación por su cuenta;
Posibilidad de descarga y neutralización de soluciones conservantes usadas;
Duración de la parada;
La necesidad de poner en funcionamiento el equipo, sin perder tiempo en limpieza.
Algunos de los tipos más comunes de conservación seca y húmeda se describen a continuación.
11.1. Conservación en seco
11.1.1. Más del 65% de las paradas de equipos por reserva o reparación tienen un periodo de parada no superior a 30 días. En este caso, se utiliza con mayor frecuencia el llamado "apagado en seco": el mantenimiento a largo plazo de una temperatura alta en la ruta vapor-agua de la caldera y las tuberías de vapor. La parada en seco es etapa final apagado del equipo. No requiere costes adicionales tanto durante la propia parada como cuando la caldera se pone en funcionamiento tras la parada.
11.1.2. La conservación con aire seco se utiliza principalmente durante paradas prolongadas del equipo, así como en invierno.
Cuando se conserva con aire seco, lo más adecuado es un circuito cerrado: equipo - secador - compresor - receptor - equipo. En este caso, todos los elementos del equipo se combinan en un circuito cerrado con la ayuda de accesorios estándar y tuberías temporales y son soplados por una unidad de secado de aire incluida en el esquema. Antes de la conservación con aire seco después de una parada, se deben drenar los equipos y tuberías y se debe excluir el paso del medio a través de las válvulas de cierre desde el lado del equipo en funcionamiento.
11.1.3. La conservación en seco utilizando gases inertes requiere llenar y tapar la tubería. Su implementación requiere equipos especiales: contenedores con gas inerte, reguladores de presión y tuberías de conexión, así como mayores requisitos de densidad de las válvulas de cierre y sequedad de la superficie interna del equipo. Las tuberías con contrapendientes y zonas no drenables no podrán ser sometidas a este tipo de conservación.
11.2. Conservación húmeda
Durante las paradas por un período de 30 a 60 días se utilizan métodos de conservación de hidracina, hidracina-amoniaco, trilón o fosfato-amoniaco, que se combinan con una parada en seco de la caldera.
11.2.1. Durante las paradas de equipos eléctricos para reparaciones a largo plazo o reserva por un período de más de 60 días (por ejemplo, para el período de verano), se utilizan octadecilamina (ODA) e inhibidores de contacto (M-1, MCDA).
La AOD es una sustancia cerosa que crea una capa hidrófoba en la superficie interna de los elementos del equipo que evita que la humedad y el oxígeno entren en el metal y, por lo tanto, previene la corrosión. El uso de AOD requiere trabajos preparatorios en equipos detenidos, por lo que pueden pasar varios días antes de la conservación, durante los cuales no estará protegido de manera confiable. El uso de ODA requiere un encendido adicional de la caldera para operaciones de conservación y desconservación (limpieza). Durante la conservación del OD para calderas de paso único, es necesario excluir su entrada en la CU.
11.2.2. Los inhibidores de contacto, así como la AOD, crean una película hidrófoba en la superficie del metal, que permanece incluso después de drenar la solución conservante. Se pueden utilizar a una temperatura más baja que la ODA, por lo que no requieren encendido adicional de la caldera.
11.2.3. En el caso de conservación húmeda con agua desaireada, esta agua está sujeta a los mismos requisitos de salinidad y contenido de oxígeno que el agua de alimentación de calderas. Estos requisitos suelen presentarse en las instrucciones de funcionamiento locales de las calderas.
Para la desaireación se introducen productos químicos en el agua desalada químicamente: captadores de oxígeno. Los captadores de oxígeno funcionan más eficazmente a una temperatura del agua de al menos 60 °C. En invierno, para la conservación húmeda con agua desaireada, puede ser necesario precalentarlo.
Solicitud de conservación húmeda sustancias químicas Generalmente requieren una solución para la eliminación del conservante gastado.
11.3. Tratamiento vapor-oxígeno
El tratamiento con vapor y oxígeno de equipos y tuberías se realiza en modo encendido con la turbina apagada y el medio de trabajo se descarga a la atmósfera, canal de circulación o condensador. Para implementar este método de conservación se requiere un suministro de oxígeno y agua desmineralizada.
Después del tratamiento con vapor, agua y oxígeno, la caldera se puede poner en reserva (reparación) o poner en funcionamiento. No se requieren medidas adicionales para la desconservación del equipo. Para realizar el tratamiento con vapor, agua y oxígeno, se requieren operaciones preparatorias y trabajos de instalación en una caldera parada (preparación de un esquema de dosificación de oxígeno, análisis del estado de las superficies calefactoras, etc.), así como un encendido adicional de la caldera para conservación.
12. Instrucciones para compilar instrucciones de producción.
12.1. Las instrucciones de producción para la operación de tuberías se desarrollan sobre la base de las instrucciones de los fabricantes de equipos, teniendo en cuenta los requisitos de este Manual y otros documentos reglamentarios para la operación segura de tuberías.
12.2. Las instrucciones de producción para la operación de la tubería deben reflejar el contenido específico de las operaciones realizadas con las tuberías en una secuencia que cumpla con las condiciones de operación confiable, duradera y segura.
12.3. Se pueden redactar instrucciones para una tubería o un grupo de tuberías.
12.4. Como regla general, las instrucciones de funcionamiento de la tubería deben contener:
Nombre del oleoducto;
Breve descripción del objeto del oleoducto y sus ramales;
Parámetros permitidos del entorno de trabajo, tamaños de tuberías, metal del que están hechas, tipo de accesorios instalados y características de su accionamiento;
Esquema tecnológico de tuberías, derivaciones, salidas de aire, tuberías de drenaje, líneas de calefacción especiales, así como designaciones mnemotécnicas de los números asignados a los accesorios instalados;
Reserva de líneas con sus herrajes;
Ubicación y nombre de los medios de control de parámetros;
La tasa de cambio de los parámetros operativos, los límites de su regulación, así como otras restricciones tecnológicas asociadas con el funcionamiento del propio oleoducto y de los equipos conectados a él;
Una sección que describe la ubicación de los elementos individuales de la tubería, sus componentes y accesorios en las estructuras del edificio y, si es necesario, una descripción del acceso a ellos;
Esquemas de calefacción y refrigeración de tuberías;
Sección sobre la organización de la operación del oleoducto, que incluye:
Preparación de la tubería para operaciones de calentamiento;
La lista y secuencia de las operaciones de calentamiento y puesta en funcionamiento del gasoducto desde varios estados;
Requisitos para la química;
La lista y secuencia de las operaciones de enfriamiento de tuberías para diversos fines, incluido: durante una parada por reparación;
El procedimiento para realizar pruebas;
El procedimiento de admisión a inspección, prueba y reparación;
Descripción de acciones del personal en diversas situaciones;
Los principales signos de situaciones peligrosas y de emergencia;
Instrucciones de emergencia;
Requisitos básicos de seguridad;
Sección de conservación del oleoducto;
El orden de mantenimiento de los equipos en reserva.
13. Documentación operativa del oleoducto.
Cada tubería de acuerdo con debe tener un pasaporte de la muestra establecida.
Adjunto al pasaporte:
13.1. Relación de personas responsables de la operación del oleoducto.
13.2. Diseño y esquemas ejecutivos del oleoducto con indicación de los mismos:
Calidades de acero, diámetros (pasajes condicionales) y espesores de pared de tuberías;
Ubicación de soportes, compensadores, suspensiones, accesorios, salidas de aire y tuberías de drenaje, bridas, tapones, secciones de control;
Valores de cargas sobre soportes y suspensiones de resortes, así como alturas de resortes en el estado frío y operativo de la tubería;
Uniones soldadas indicando las distancias entre ellas y su número (registro de soldadura);
Ubicaciones de indicadores de desplazamiento de temperatura y valores de valores de desplazamiento de diseño;
Ubicación de los dispositivos de medición de fluencia.
13.3. Certificado de instalación de la tubería.
13.4. Copias de certificados de soldadores.
13.5. Pasaportes de armadura.
13.6. El acto de aceptación de la tubería por parte del propietario de la organización instaladora.
13.7. Documentos primarios, que incluyen:
Datos de certificado para el metal de elementos de tuberías y electrodos;
Diario de trabajos de soldadura en tuberías, certificados que acrediten la calidad de los materiales utilizados en la reparación y la calidad de las uniones soldadas;
Documentación sobre la inspección entrante del metal de la tubería;
Actos de revisión y rechazo de elementos de tubería;
Actos de obras ocultas;
Certificados de calidad de reparaciones de tuberías.
Inspección externa periódica del oleoducto;
Hidroprueba de la tubería;
Revisiones, reparaciones y pruebas de accesorios.
13.9. Revistas:
Operacional;
Instalación-desmontaje de enchufes;
Revista de tratamiento térmico de uniones soldadas en tuberías.
13.10. Conclusiones:
Sobre la calidad de las uniones soldadas;
Organizaciones expertas y documentación sobre la extensión de la vida útil del oleoducto.
13.11. Formularios de reparación de válvulas de cierre y control con accionamientos instalados en ellas.
14. Referencias
1. PB 10-573-03 (RD-03-94). "Reglas para la construcción y operación segura de tuberías de vapor y agua caliente". El documento fue introducido por el Decreto del Gosgortekhnadzor de Rusia No. 90 del 11 de junio de 2003.
2. "Reglas para trabajar con personal en organizaciones de la industria eléctrica de la Federación de Rusia". El documento fue presentado por el Ministerio de Combustible y Energía de Rusia mediante orden No. 49 del 19 de febrero de 2000 y registrado por el Ministerio de Justicia de Rusia el 16 de marzo de 2000 No. 2150.
3.RD 10-249-98. "Normas para calcular la resistencia de calderas estacionarias de vapor y agua caliente y tuberías de vapor y agua caliente" (según enmendada 1). El documento fue introducido por el Decreto del Gosgortekhnadzor de Rusia No. 50 del 28/08/1998.
4. RD 153-34.1-003-01. "Soldadura, tratamiento térmico y control de sistemas de tuberías de calderas y tuberías durante la instalación y reparación de equipos eléctricos". El documento fue introducido por el Decreto del Ministerio de Energía de Rusia No. 197 del 02.07.2001.
5. OST 24.125.60-89. «Detalles y unidades de montaje de tuberías de vapor y agua caliente de centrales térmicas. Condiciones técnicas generales". El documento fue introducido por decreto del Ministerio de Energía de la URSS el 01/01/1992.
6.RD 03-606-03. "Instrucción para el control visual y de medición". El documento fue presentado por el Decreto del Gosgortekhnadzor de la Federación de Rusia No. 92 del 11 de junio de 2003.
7. RD 34.17.310-96 (PVK, TPGV). "Soldadura, tratamiento térmico y control durante la reparación de uniones soldadas de sistemas de tuberías de calderas y tuberías de vapor durante la operación". El documento fue presentado por Gosgortekhnadzor de Rusia el 11/04/1996.
8. "Normas para la operación técnica de centrales y redes eléctricas". El documento fue presentado por orden del Ministerio de Energía de la Federación de Rusia No. 229 del 19/06/2003 y registrado por el Ministerio de Justicia de Rusia No. 4799 del 20/06/03.
9. RD 34.03.201-97. "Normas de seguridad para el funcionamiento de equipos termomecánicos de centrales eléctricas y redes de calefacción" (con ampliaciones y modificaciones en 2000). El documento fue presentado por el Ministerio de Energía de Rusia el 03/04/1997.
10. SO 34.39.504-00 (RD 153-34.1-39.504-00, OTT TES-2000). "Son comunes requerimientos técnicos a los accesorios del TPP. El documento fue aprobado por la RAO UES de Rusia el 9 de febrero de 2000.
11. RD 153-34.1-26.304-98. "Instrucción sobre la organización del funcionamiento, procedimiento y plazos para la verificación de los dispositivos de seguridad de las calderas de las centrales térmicas". El documento fue presentado por la RAO "UES de Rusia" el 22 de enero de 1998.
12. SO 34.39.502-98 (RD 153-34.1-39.502-98). "Instrucción para el funcionamiento, procedimiento y condiciones para la verificación de los dispositivos de seguridad de buques, aparatos y tuberías", documento presentado por la RAO "UES de Rusia" el 27 de julio de 1998.
13. RD 34.26.508. "Instrucciones típicas de funcionamiento de unidades reductoras-enfriadoras (BROU, ROU, PSBU y PSBU SN)". El documento fue aprobado por el Departamento Técnico Principal del Ministerio de Energía de la URSS el 01/08/1983. Fecha de última revisión 14.08.2003.
14. SO 34.39.401-00 (RD 153-34.1-39.401-00). " Pautas para el ajuste de ductos de centrales térmicas en operación. El documento fue presentado por la RAO "UES de Rusia" el 26 de junio de 2000.
15. SO 34.39.604-00 (RD 153-34.0-39.604-00). "Directrices metodológicas para aflojar el sistema de suspensión-soporte durante la reparación de tuberías y aceptación del sistema de suspensión-soporte de sujetadores una vez finalizados los trabajos de reparación". El documento fue presentado por RAO UES de Rusia el 10 de agosto de 2000.
16. SO 34.35.101-2003. "Lineamientos para el volumen de mediciones tecnológicas, señalización, control automático en centrales térmicas". El documento fue presentado por RAO UES de Rusia el 23 de octubre de 2003.
17. RD 34.39.309-87. “Lineamientos para el control de movimientos térmicos de tuberías de vapor de centrales térmicas”. El documento fue presentado por el Ministerio de Energía de la URSS. 01.1987.
18. RD 10-577-2003. "Instrucción estándar para el control de metales y extensión de vida de los elementos principales de calderas, turbinas y tuberías de centrales térmicas". El documento fue presentado por el Gosgortekhnadzor de Rusia el 18/06/2003, registrado por el Ministerio de Justicia de Rusia No. 4748 el 19/06/2003.
19. SNIP 41-03-2003. "Aislamiento térmico de tuberías". El documento fue introducido por el Decreto del Gosstroy de Rusia No. 114 del 26/06/2003.
20. SO 34.20.585-00 (RD 153-34.0-20.585-00). “Lineamientos para el análisis de la calidad del arranque (parada) de los principales equipos de energía térmica de las centrales térmicas”. El documento fue presentado por la RAO "UES de Rusia" el 28 de diciembre de 1999.
21. SO 34.25.505-00 (RD 153-34.1-25.505-00). "Directrices metodológicas para calcular las velocidades de calentamiento permitidas de las partes principales de calderas y tuberías de vapor de unidades de energía". El documento fue presentado por RAO UES de Rusia el 29 de diciembre de 2000.
22. RD 34.26.516-96. "Instrucciones típicas para el arranque desde diversos estados térmicos y el apagado de calderas de vapor de media y alta presión de centrales térmicas reticuladas". El documento fue presentado por RAO UES de Rusia el 03/06/1996.
23. RD 34.25.101-87. “Grupos de potencia con turbinas T-180/210-310 y K-215-130 y calderas de tambor. Esquema de lanzamiento típico. El documento fue presentado por el Ministerio de Energía de la URSS el 27 de mayo de 1986.
24. SO 34.25.105-00 (RD 153-34.1-25.105-00). "Esquema de arranque típico de un monobloque con una capacidad de 300 - 330 MW". El documento fue presentado por la RAO "UES de Rusia" el 29 de junio de 2000.
25. SO 153-34.25.106 (RD 34.25.106). "Esquema típico de puesta en marcha de un doble bloque de 300 MW". El documento fue presentado por el Ministerio de Energía de la URSS en 1969.
26. SO 34.25.507-97 (RD 153-34.1-25.507-97). "Instrucciones típicas para arrancar desde varios estados térmicos y detener un monobloque de 250 MW con turbina T-250 / 300-240 y calderas de gasóleo". El documento fue presentado por RAO UES de Rusia el 03/07/1997.
27. SO 153-34.17.459-2003. "Instrucción para el tratamiento térmico reparador de elementos de equipos térmicos y eléctricos". El documento fue presentado por la RAO "UES de Rusia" el 30 de junio de 2003.
28. SO 153-34.17.455-2003 (RD 153-34.1-17.455-98). "Instrucción para el seguimiento y ampliación de la vida útil de tuberías de vapor procedentes de tuberías de fundición centrífuga en centrales térmicas". El documento fue presentado por RAO UES de Rusia el 17/11/1998.
29. RD 153-34.1-17.467-2001. "Método exprés para evaluar la vida residual de uniones soldadas de calderas y tuberías de vapor por el factor estructural". El documento fue presentado por la RAO "Estados Unidos de Rusia" el 05/03/2001.
30. SO 153-34.17.470-2003. "Instrucción sobre el procedimiento para la inspección y extensión de la vida útil de las tuberías de vapor que exceden el recurso del parque". El documento fue presentado por el Ministerio de Energía de Rusia el 24/06/2003.
31. SO 153-34.17.464-2003. (RD 153-34.0-17.464-00). "Instrucciones para alargar la vida útil de tuberías de las categorías II, III y IV". El documento fue presentado por orden del Ministerio de Energía de Rusia No. 275 del 30/06/2003.
32. GOST 14202-69. «Oleoductos de empresas industriales. Pinturas de identificación, señales de advertencia y etiquetas. El documento fue introducido por el Decreto de la Norma Estatal de la URSS No. 168 del 07/02/1969.
33. SO 34.20.591-97 (RD 34.20.591-97). “Directrices para la conservación de equipos de energía térmica”. El documento fue presentado por RAO UES de Rusia el 14 de febrero de 1997. Con complemento aprobado por orden de la RAO "UES de Rusia" No. 34.20.596-97 de fecha 06.04.1998.
34. SO 34.30.502-00 (RD 153-34.1-30.502-00). "Directrices para la organización de la conservación de equipos de energía térmica con aire". El documento fue presentado por la RAO "Estados Unidos de Rusia" el 15 de septiembre de 2000.
35. RD 153-34.0-37.411-2001. "Directrices para la limpieza operativa con vapor-oxígeno y pasivación de las superficies internas de equipos eléctricos". El documento fue aprobado por la RAO UES de Rusia el 28 de septiembre de 2001.
36. RD 34.39.503-89. "Instrucciones típicas para el funcionamiento de tuberías de centrales térmicas". Aprobado por el Departamento Técnico Principal del Ministerio de Energía de la URSS el 04.12.89.
|
1 área de uso. 1 2. Denominaciones y abreviaturas. 2 3. Organización de la operación de oleoductos. 2 4. El dispositivo de tuberías. 4 4.1. Tuberías.. 4 4.2. Tendido de tuberías. 5 4.3. Accesorios de tuberia. 6 4.4. Tuberías de drenaje y salidas de aire. 8 4.5. Sistema de suspensión-soporte de fijaciones de tuberías (OPS) 9 4.6. Medios de control y protección de tuberías. 10 4.7. Aislamiento térmico de tuberías. 13 5. Principios de organización del funcionamiento de tuberías en modos no estacionarios. 13 5.1. Factores que afectan la confiabilidad de las tuberías en modos no estacionarios. 13 5.2. Modos conjuntos no estacionarios de equipos y tuberías. 17 5.3. Tasa permitida de cambio de temperatura del metal de la tubería. 18 6. Modos de operación no estacionaria de tuberías. 19 6.1. Provisiones generales. 20 6.2. Esquemas de calefacción y refrigeración de tuberías y requisitos para las mismas. 21 6.3. Comprobaciones y operaciones previas al inicio. 22 6.4. Calentar la tubería hasta la temperatura de saturación. 25 6.5. Calentamiento de tuberías desde la temperatura de saturación hasta la temperatura de funcionamiento. 26 6.6. Calentar la tubería desde un estado no enfriado (caliente). 27 6.7. Parada de equipos sin tuberías de refrigeración. 27 6.8. Parada de equipos con enfriamiento de tuberías. 28 6.9. Peculiaridades de detener tuberías para reparaciones. 29 7. Control periódico de ductos durante la operación. treinta 7.1. Inspecciones, controles, pruebas. treinta 7.2. Control instrumental de ductos y sus criterios. 32 8. Control de tuberías durante una parada prolongada. 32 8.1. Control y ajuste de la carga de los elementos del sistema de alarma contra incendios.. 32 8.2. Medición y corrección de pendientes. 33 8.3. Control metálico de elementos de tuberías. 34 8.4. Examen técnico del oleoducto. 34 8.5. Pruebas de barras de refuerzo... 35 9. Instrucciones de emergencia. 35 10. Precauciones de seguridad. 36 11. Conservación de los equipos y tuberías conectados a los mismos. 37 11.1. Conservación en seco. 38 11.2. Conservación húmeda. 39 11.3. Tratamiento vapor-oxígeno. 39 12. Instrucciones para la elaboración de instrucciones de producción. 39 13. Documentación operativa del oleoducto. 40 14. Referencias... 41 |



