GOST för sömlösa varmvalsade rör
- GOST 8732-78 Varmdeformerade sömlösa stålrör.
- GOST 550-75 Sömlösa stålrör för oljeraffinering och petrokemisk industri.
- GOST 9940-81 Sömlösa varmdeformerade rör av korrosionsbeständigt stål.
- GOST 23270-89 Blanka rör för bearbetning.
- GOST 30564-98 Varmdeformerade sömlösa rör tillverkade av kol och legerat stål med speciella egenskaper.
GOST för sömlösa kallvalsade rör
- GOST 8734-75 Kalldeformerade sömlösa stålrör
- GOST 9941-81 Kall- och värmedeformerade sömlösa rör tillverkade av korrosionsbeständigt stål
- GOST 10498-82 Sömlösa extra tunnväggiga rör tillverkade av korrosionsbeständigt stål
- GOST 14162-79 Små stålrör (kapillär)
- GOST 19277-73 Sömlösa stålrör för bränsle- och oljeledningar
- GOST 9567-75 Precisionsstålrör
- GOST 24030-80 Sömlösa rör av korrosionsbeständigt stål för kraftteknik
- GOST 1060-83 Kalldeformerade sömlösa stålrör för skeppsbyggnad
- GOST 11017-80 Sömlösa stålrör högt tryck
- GOST 21729-76 Kall- och värmedeformerade konstruktionsrör gjorda av kol och legerat stål
Nationella standarder för stålrör
Lista över GOST på stål rör
- GOST R ISO 3183-3-2007 Stålrör för rörledningar. Specifikationer. Del 3. Krav på klass C-rör
- GOST R ISO 3183-2-2007 Stålrör för rörledningar. Tekniska förhållanden. Del 2. Krav på klass B-rör
- GOST R ISO 3183-2009 Stålrör för rörledningar inom olje- och gasindustrin. Allmänna tekniska villkor
- GOST R ISO 3183-1-2007 Stålrör för rörledningar. Tekniska förhållanden. Del 1. Krav på klass A-rör
- GOST R ISO 10543-99 Sömlösa och svetsade varmdragna tryckrör av stål. Ultraljudsmätningsmetod för tjocklek
- GOST R ISO 10332-99 Sömlösa och svetsade tryckrör av stål (förutom rör tillverkade genom nedsänkt bågsvetsning). Ultraljudsmetod kontinuitetskontroll
- GOST R ISO 10124-99 Sömlösa och svetsade tryckrör av stål (förutom rör tillverkade genom nedsänkt bågsvetsning). Ultraljudsmetod för övervakning av delaminering
- GOST 28548-90 Stålrör. Termer och definitioner
- GOST 20295-85 Svetsade stålrör för huvudgas- och oljeledningar. Specifikationer
- GOST 8734-75 Kalldeformerade sömlösa stålrör. Sortiment
- GOST 8645-68 Rektangulära stålrör. Sortiment
- GOST 11017-80 Högtryckssömlösa stålrör. Specifikationer
- GOST 10706-76 Elsvetsade stålrör med rak söm. Tekniska krav
- GOST 10704-91 Elsvetsade stålrör med rak söm. Sortiment
- GOST 9567-75 Stålrör precision. Sortiment
- GOST 8731-74 Varmdeformerade sömlösa stålrör. Tekniska krav
- GOST 8646-68 Stålrör med ihåliga ribbor. Sortiment
- GOST 8644-68 Platta ovala stålrör. Sortiment
- GOST 8642-68 Ovala stålrör. Sortiment
- GOST 8638-57 Droppformade stålrör. Sortiment
- GOST 6856-54 Stålrör av specialprofiler
- GOST 5654-76 Varmdeformerade sömlösa stålrör för skeppsbyggnad. Specifikationer
- GOST 8639-82 Fyrkantiga stålrör. Sortiment
- GOST 8467-83 Stålborrrör med nippelanslutningar för geologisk prospekteringsborrning. Specifikationer
- GOST 13663-86 Stålprofilrör. Tekniska krav
- GOST 30456-97 Metallprodukter. Valsade plåt- och stålrör. Impact testmetoder
- GOST 12132-66 Elsvetsade och sömlösa stålrör för motorcykel- och cykelindustrin. Specifikationer
- GOST 11249-80 Tvålagers lödda valsade stålrör. Specifikationer
- GOST 10707-80 Kalldeformerade elektriskt svetsade stålrör. Specifikationer
- GOST 10692-80 Stål, gjutjärnsrör och anslutande delar till dem. Mottagning, märkning, förpackning, transport och lagring
- GOST 8733-74 Kalldeformerade och värmedeformerade sömlösa stålrör. Tekniska krav
- GOST 8732-78 Varmdeformerade sömlösa stålrör. Sortiment
- GOST 8696-74 Elsvetsade stålrör med spiralsöm för allmänna ändamål. Specifikationer
- GOST 5005-82 Kalldeformerade elektriskt svetsade stålrör för kardanaxlar. Specifikationer
- GOST 3262-75 Vatten- och gasrör i stål. Specifikationer
- GOST 1060-83 Kalldeformerade sömlösa stålrör för skeppsbyggnad. Specifikationer
- GOST 550-75 Sömlösa stålrör för oljeraffinering och petrokemisk industri. Specifikationer
- GOST 19277-73 Sömlösa stålrör för olje- och bränsleledningar. Specifikationer
- GOST 10705-80 Elsvetsade stålrör. Specifikationer
- GOST 10692-2014 Stål, gjutjärnsrör och anslutande delar till dem. Mottagning, märkning, förpackning, transport och lagring
Lista över GOST på koppar och mässing trubel
- GOST 617-2006 Koppar- och mässingsrör av rund sektion för allmänna ändamål. Specifikationer
- GOST 21646-2003 Koppar- och mässingsrör för värmeväxlare. Specifikationer
- GOST R 52318-2005 Runda kopparrör för vatten och gas. Specifikationer
- GOST 16774-78 Kopparrör av rektangulära och kvadratiska sektioner. Specifikationer
- GOST 494-90 Mässingsrör. Specifikationer
Pipe - GOST för varje typ av rör
Specialister från Lador Komplekt LLC är alltid glada att belysa tekniska funktioner föreslagna rörrullning. Observera att dessa produkter har ett brett användningsområde - inklusive att användas som staketstolpar, för att lägga rörledningar, etc. Enligt produktionsmetoden är stålrör indelade i flera typer. Den första typen är sömlös GOST-rör 8732-78, GOST 8734-75, GOST 10796-76, GOST 20295-85 (yttre diameter på rör 1-820 mm, specialändamål - 1420 mm). Den andra typen är ett rör tillverkat av göt och rörämnen genom pressning eller rullning.
Den tredje typen är svetsad GOST-rör 3262-75, GOST 10705, GOST 10707, GOST 3262, GOST 8639, GOST 8645, GOST 8642 (yttre diameter på rör 8-1620 mm, specialändamål - upp till 2500 mm eller mer) från plåt och bandstål med förformad stålplåt . Denna typ av rör är särskilt efterfrågad.
Vårt företag har varit deltagare i den inhemska metallrörsrullningsmarknaden i flera år nu, och den praktiska erfarenhet som förvärvats under denna tid ger en betydande fördel jämfört med många liknande företag och organisationer. Dynamisk utveckling och flexibel företagspolicy gör det möjligt att optimalt tillgodose kundernas önskemål, oavsett vilken svårighet uppgiften måste lösa, och ibland är tidsfristerna mycket begränsade.
Vi hjälper dig snabbt och korrekt rätt val, hjälper dig med råd. Vi påminner dig om att vi även tillverkar elektriskt svetsade rektangulära och fyrkantiga rör GOST 13663-86 och runda elektriskt svetsade rör, dess GOST 10705-91 (diameter från 10 till 530 mm) eller runda GOST-rör 10706-76 (diameter från 478 till 1420 mm). Den fjärde typen är gjutna rör (ytterrörsdiameter 50-1000 mm), tillverkade på rörgjutmaskiner.
Alla byggprodukter tillverkas under vissa villkor och standarder. Och även om många material är föremål för kraven i en enda GOST, hör runt stålrör, beroende på tekniken för dess tillverkning, till olika standarder.
Applicering av runda rör
Huvudapplikation stålrörär deras användning som rörledningar avsedda för transport av gas och olika vätskor, som oftast är vatten och oljeprodukter. Beroende på den transporterade miljön kan rören ha:- galvanisering;
- rostskyddsmålning;
- polymerbeläggning;
- bearbetning med isoleringsmaterial.
Dessutom utsätts rörens yta för elektrisk behandling eller andra typer av skydd. De mest "smärtsamma" processerna för stålrör är korrosionsprocesser. Från utsidan provoceras de av överskott av fukt och från insidan av inre grovhet och rumpsömmar. När korrosion uppstår börjar den gradvis växa, vilket minskar genomströmningskapaciteten och fyller det inre utrymmet i röret. Resultatet är brott och läckor, vilket leder till oplanerade reparationer och byten av rörledningar.
Ett annat användningsområde för runda galvaniserade rör är möbelindustrin. De används ofta vid tillverkning av ramar och intern fyllning av skjutbara garderober eller omklädningsrum. GOST för runda stålrör gör också att materialet kan användas vid montering av metallkonstruktioner eller enskilda metallprodukter.

Skillnader och egenskaper hos stålrör
Huvudklassificeringen av runda stålrör görs enligt tillverkningsmetoden:
- elektriskt svetsade finns i två typer - raksöm och spiralsöm;
- sömlös.
De har också skillnader i rullningsmetoder:
- kall formning;
- varmformning.
Ett elektriskt svetsat runt stålrör är tillverkat av stålband eller valsade plåtar med hjälp av formningsmetoden, följt av svetsning av sömmen längs axeln eller i en spiral. Processen innebär användning av specialutrustning. Spiralsömsrör är mycket mindre vanliga än raksömsrör, och de erhålls genom att gjuta remsan i en spiral. I detta fall svetsas fogen i ett samtidigt kontinuerligt läge med hjälp av en speciell söm. Vid tillverkning av produkter används två typer av svetsning:
- kontakt högfrekvent – för rör från 10 till 530 mm;
- elektrisk ljusbåge – från 428 till 1420 mm.

Visuellt är sömmen under högfrekvent svetsning praktiskt taget osynlig. Elektrisk bågsvetsteknik involverar applicering av tre sömmar, vilket ökar fogens hållfasthetsegenskaper. Först läggs huvudsömmen, och sedan svetsas anslutningen från utsidan och inuti Produkter.
Elektro svetsade rör, vars diameter möjliggör internt arbete, insidan rengörs (slipas), tar bort oregelbundenheter och förtjockningar som bildas efter svetsning. Om det är omöjligt att utföra sådant arbete lämnas den inre ytan utan behandling.
Sömlösa stålrör tillverkas på flera sätt:
- brådskande;
- teckning;
- smide;
- rullande;
- centrifugalgjutning.
Termoformning utförs på specialutrustning. Arbetsstycket värms till omkristallisationstemperaturen. Denna metod tillåter oss att erhålla höghållfasta produkter som tål svåra belastningar, inklusive inre tryck. Kallformad rund metallrör erhåller de specificerade dimensionerna genom kall deformation på utrustning som är konstruerad för denna process.
Skillnaden mellan sömlösa och elektriskt svetsade rör är närvaron eller frånvaron av en svets. Deras tillverkningsmetoder har betydande skillnader i teknik, och som ett resultat är de olika specifikationer.

Tillverkare tillverkar flera fler typer av stålrör:
- lödning;
- med metall eller icke-metallisk beläggning;
- med specialbearbetning - svarvad, slipad, polerad.
De vanligaste idag är vatten-gasrör (WPG) och longitudinellt svetsade elektriska svetsade (ESW) rör. De används ofta i stads- och förortsbyggande när de utförs verktygsnät. De är billigare än sömlösa analoger, tack vare enklare produktionsteknik och användningen av vanliga kolstål, det mest tillgängliga inom metallurgi.
Beroende på typen av formning, när de tillverkar BS-rör, förlitar de sig på olika regulatoriska dokument:
- för varmformade - GOST 8732-78 och GOST 8731-74;
- för kallformade - GOST 8734-75 och GOST 8733-74.
Vart och ett av dokumenten anger i vilken form ett runt stålrör ska tillverkas, produktutbud, toleranser, installationsregler, mottagning och lagring och mycket mer.
GOST 8732-78 definierar dimensionerna på de yttre diametrarna för sömlösa varmformade rör som sträcker sig från 20 till 550 mm med en väggtjocklek från 2,5 till 75 mm. Tabellerna visar också vikten av produkter i kilogram per linjär meter. Dokumentet anger att rör, i förhållande till längden, kan tillverkas:
- mätt;
- multiplar av mätningar;
- omättad;
- ungefärlig längd baserat på konsumentanvisningar.
Den typiska längden är 4-12,50 meter. Men på begäran av kunden avviks denna regel.
GOST 8731-74 indikerar tekniska krav till varmformade sömlösa rör. Det fastställer det acceptabla:
- stålkvaliteter;
- avkastningsgränser;
- tillfällig draghållfasthet;
- relativa förlängningar.
Standarder kräver att ytan på rören är fri från sprickor och skavanker, men mindre bucklor och spår av strippning är tillåtna. Produkter får skäras med autogener eller plasmaskärning, men endast om väggtjockleken når 20 mm eller mer.
För sömlösa stålrör upp till 20 mm tjocka, rekommenderas att skära av faserna under tillverkningsprocessen för att underlätta svetsarbetet.

GOST 8734-75 definierar vilket utbud av kallformade runda stålrör som kan tillverkas. Deras uppmätta längd varierar mellan 4,5-9 meter, och deras omätta längd kan vara 1,5-11,5 meter. De är uppdelade efter väggtjocklek och diameter:
- för extra tunna väggar - 0,3...0,5 mm med en diameter på 5-40 mm; 0,3...1,0 mm med en diameter på 42-170 mm; 0,3...4 mm med en diameter på 180-250 mm;
- för tunnväggiga - 0,6 ... 1,5 mm med en diameter på 5-40 mm; 1,2…3,2 mm med en diameter på 42-170 mm; 4,5...24 mm med en diameter på 180-250 mm;
- för tjockväggiga - 1,6 ... 1,8 mm med en diameter på 5-40 mm; 3,5...7mm med en diameter på 42-170mm
- för extra tjockväggiga sådana - 2,0...24 mm med en diameter på 5-40 mm; 7,5...24 mm med en diameter på 42-170 mm
GOST 8733-74 reglerar tekniska krav för kall- och värmedeformerade rör. I synnerhet gäller detta tillverkningsmaterialet.
Standarden beskriver samma egenskaper som GOST 8731-74, avseende sömlösa rör, samt regler för acceptans och testning.
Utbudet av stålrör med spiralsöm specificeras i GOST 8696-74. Standarderna gäller för allmänna rörledningar och gäller inte för oljeledningar eller huvudgasledningar. Deras ytterdiameter är i intervallet 159-2520 mm, och väggtjockleken är 3,5...25 mm.
Spiralsvetsade rör tillverkas i längderna 10 och 12 meter, men standarder tillåter i extrema fall produktion av korta produkter på minst 6 meter. GOST definierar också acceptabla indikatorer:
- avvikelser;
- kantförskjutningar;
- ovalitet;
- krökning.
Samma dokument ger tekniska egenskaper för produkterna.

Elsvetsade rör med rak söm
Utbudet av stålrör av denna typ presenteras i GOST 10704-91. Ouppmätta produkter tillverkas i längder om 2...5 meter. Mätrör kan ha måtten 5...12 meter. Dessutom är deras diameter 10-1420 mm med en väggtjocklek på 1,0...32 mm. Avvikelser och toleranser diskuteras i dokumentet separat och tillräckligt detaljerat.
Tekniska egenskaper hos längssvetsade stålrör presenteras i två reglerande dokument:
- GOST 10705-80;
- GOST 10706-76.

De definierar:
- mekaniska egenskaper hos metall;
- närvaron av sömmar och riktigheten av deras plats;
- maximala avvikelser;
- förekomst av defekter;
- process och typer av tester;
- acceptanskrav.
Märkning av stålrör
Varje stålrör är märkt med hänsyn till kraven i GOST 10692-80. Den betonar att produkter med en diameter på mer än 159 mm utsätts för detta förfarande. I detta fall bör väggtjockleken inte vara mindre än 3,5 mm. Märkning görs på flera sätt:
- gummistämpel;
- elektrisk penna;
- elektrograf;
- varumärke;
- outplånlig färg för hand.
Mindre rördiametrar är märkta med etiketter, speciellt om produkterna levereras i påsar.

Etiketten måste ange:
- stål grad;
- Produktnamn;
- rörstorlek;
- tillverkarens varumärke.
Dessutom är sömlösa rör märkta med väggtjocklek och batchnummer.
Förpackning och transport
Produkter med en diameter på upp till 159 mm buntas i påsar eller tätt packade i träbehållare eller lådor. Knytningen görs med tråd på minst tre ställen. Rör över 159 mm buntas uteslutande i transportpaket.
Det bör noteras att packtråd inte får användas för surrning. För detta ändamål måste speciella klämmor tillhandahållas.
Det är tillåtet att flytta runt stålrör till platsen med alla typer av långa lasttransporter. Under lagring separeras staplar med distanser.
Den exceptionellt utbredda användningen av runda rörledningar förklaras av dess huvuddrag: med en minimal yttre yta har produkten en maximal inre volym. Det har ännu inte varit möjligt att komma på något mer perfekt för att flytta flytande och gasprodukter.
Runt rör: sorter
Med minimala skillnader i sammansättningen av råvaran skiljer sig stålvattenledningar märkbart i kvalitet. Anledningen till detta är tillverkningsmetoden. Det avgör också användningen av produkten.
Elsvetsad rörledning
Av alla typer av valsad metall har den de lägsta hållfasthetsegenskaperna. Men samtidigt är dessa egenskaper i sig så höga i stålprodukter att de allra flesta vatten- och gasledningar är konstruerade av elektriskt svetsade alternativ.
Tillverkningsmetoden inkluderar att skära en remsa - tejp, rulla den till ett ämne och svetsa längs sömmen. Beroende på sömmens placering är runda stålrör indelade i 2 typer.
- En produkt med en rak längsgående söm - reglerad av GOST 10704-91, används för tryck- och icke-tryckförsörjningssystem av alla typer. Sömmen anses vara dess svaga punkt. Rörledningar tillverkas med diametrar från 10 till 1420 mm och väggtjocklekar från 1 till 32 mm.

Detta är den mest populära typen av valsad metall; dess utbud inkluderar det största antalet standardstorlekar.
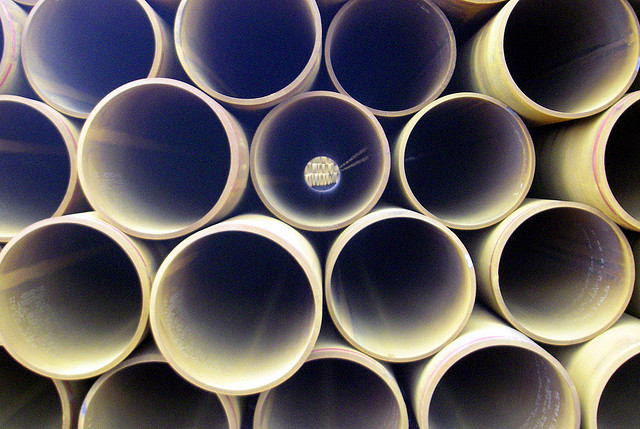
- Produkter med en spiralsöm - i det här fallet rullas tejpen i en spiral och svetsas följaktligen i en spiral. Styrkeegenskaperna för detta alternativ är mycket högre, och kostnaden är märkbart lägre än för en solidvalsad rörledning. Utbudet av runda rör med spiralsöm inkluderar produkter med stor diameter - från 150 till 2520 mm med väggtjocklekar från 3,5 till 25 mm. På bilden kan du se prover.
"Het" uthyrning
Denna typ av produkt tillhör kategorin sömlös rörledning och är mycket motståndskraftig mot inre och yttre tryck.

Ämnet här är en solid metallstav. Den dras genom en piercingkvarn, där den förvandlas till en ihålig cylinder. Formning åtföljs av uppvärmning. Det varma ämnet matas till rullarna, där det sträcks och komprimeras till de angivna dimensionerna.
I det här fallet finns det ingen söm. Produkten är mer motståndskraftig mot korrosion.
GOST för runda rör - 8732-78, reglerar dimensionerna och kemisk sammansättning Produkter. Sortimentet omfattar produkter med diametrar från 29 till 550 mm och väggtjocklekar från 2,5 till 75 mm.

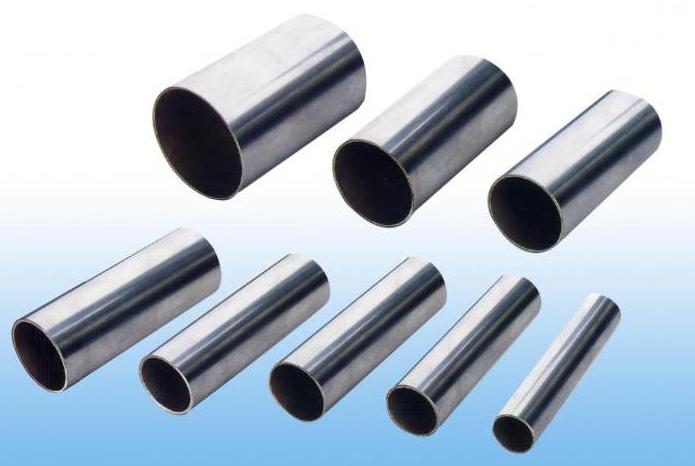
Kallformade rör
Tillverkningsprocessen skiljer sig lite från varmvalsad formning. Alla de beskrivna åtgärderna utförs dock utan uppvärmning. Men eftersom kall deformation bidrar till uppkomsten av stress på ytan av produkterna, efter gjutning genomgår den färdiga rörledningen värmebehandling. Denna metod ger produkterna ovanligt hög styrka och noggrannhet. För till exempel flygplan och instrumenttillverkning används endast kallvalsade produkter.

Produkterna regleras av GOST 8734-75. Utbudet av runda stålrör inkluderar produkter med en diameter från 5 till 250 mm och väggtjocklek från 0,3 till 24 mm.
Extra föremål
När du installerar vilket system som helst, förutom huvudelementen, krävs ytterligare sådana. Dessa detaljer kan vara absolut nödvändiga eller omvänt valfria, men deras användning underlättar installationen och ger ett mer estetiskt utseende.

Pluggar för runda rör kan delas in i dekorativa och funktionella.
- De första inkluderar metallelement gjorda i form av bollar eller till och med figurer. De skyddar rörledningen från att fukt eller skräp kommer in. Deras typiska användning är som stängselkåpor. Polymer och gummi är mycket mindre estetiskt tilltalande: deras roll reduceras bara till skydd.
- Funktionella är utformade för att säkerställa driften av systemet. Vid partiell demontering eller reparation installeras en plugg i stället för den avskurna grenen. I nödsituationer, när stamledningen går sönder, minimeras på så sätt konsekvenserna av rusningen. Flera typer av pluggar används.
- Gängad - gängan kan vara intern eller extern, själva pluggen är rund facetterad eller räfflad och till och med ganska dekorativ. Med dess hjälp undertrycks vattenledningar som inte är större än 50 mm.
- Fläns är en fläns utan hål, fäst med bultar med lämplig packning för att säkerställa täthet. Används på produkter med en diameter över 50 mm.
- Pneumatisk gummiplugg – används i nödsituationer.

Stålrör används ofta i en mängd olika industrier. De används inom maskinteknik, olje- och gasindustrin, allmännyttiga företag etc. Det finns flera typer av stål. De kan skilja sig åt i tillverkningsmetod, storlek och typ av material som används för produktionen. Stålrörssortiment olika typer bestäms av GOSTs.
Sömlösa produkter
I princip är alla moderna stålrör indelade i två stora grupper: varmvalsade och svetsade. Den första typen är dyrare. Därför används sådana produkter mindre ofta än svetsade. Stålintervallet bestäms av GOST 8732-78. Förhållandet mellan storleken på sådana rör och deras vikt anges i speciella tabeller. Parametrarna kan till exempel vara följande.
Storlek | Vikt 1 m |
Utbudet av elektriskt svetsade och ugnssvetsade stålrör kommer att diskuteras nedan. Deras parametrar bestäms också exakt av GOST.
Hur tillverkas sömlösa rör?
Produkter av denna sort tillverkas av stålsorter 35 och 45 på en kontinuerlig kvarn. I detta fall används så kallade svarta ämnen. De senare sys på ett valsverk och skickas sedan till en cirkelsåg för att trimma änden av röret. Därefter skickas den färdiga produkten till tvärsnittskvarnen för att räta ut och minska sektionens ovalitet.
Svetsade rör: orsaker till popularitet
Produkter av denna typ, som redan nämnts, är mer populära än sömlösa. Sådana rör har använts i samhällsekonomin ganska länge. Dock i senaste åren deras popularitet har ökat avsevärt. Detta beror främst på utvecklingen av nya, mer avancerade svetsmetoder, som gör det möjligt att få de mest pålitliga och hållbara produkterna. Så till exempel 1941 producerades endast 38,8% av svetsade rör. Resten var sömlös. Samtidigt var andelen elsvetsade endast 0,8 %. År 1965 hade dessa siffror ökat till 50 % respektive 35 %.
Användningsomfång för svetsade rör
Idag används sådana produkter överallt. Oftast används de för att lägga olika typer av rörledningar avsedda för pumpning av olja, gas, vatten etc. Denna typ av rör används vanligtvis i allmännyttiga tjänster. I det här fallet används de för att lägga vattenledningar och avloppssystem. Svetsade rör används också för montering av luftledningar för gas, dräneringssystem etc.
Maskinteknik är ett annat område som använder svetsade rör. De används också för tillverkning av olika typer av arkitektoniska element: baldakiner över entréer, markiser, barngungor, horisontella stänger, etc. lantbruk Bevattningssystem samlas in med hjälp av dem.

Huvudtyper av svetsade rör
Produkter av denna typ kan skilja sig åt i:
Från artikeln kommer vi att lära oss hur, enligt vilka regleringsdokument och varför stålrör produceras.
Rörklassificering
Hur skiljer sig rören åt?
- Linjära mått. Rörets längd, diameter och väggtjocklek kan mätas med enkla instrument; Sortimentet kan ses i motsvarande standard.
Motsvarande vad? Metoden med vilken röret tillverkades. Därav nästa punkt. - Produktionsmetod. Det finns svetsade spiral- och raksömsrör; sömlös varmdeformerad och sömlös kallvalsad;
- Förekomst av rostskyddsbeläggning. Detta är vanligtvis ett lager av zink som appliceras på rörets inre och yttre ytor.
Standarder
Enligt vilka GOST-runda stålrör kan tillverkas?
Elsvetsade rör
Enligt GOST 10704 91 produceras elektriskt svetsade stålrör raksöm.
Vad säger standarden mer?
- Rör kan tillverkas i omätta längder (från 2 meter för en diameter på upp till 30 mm, från 3 meter för en diameter på 30-70 mm, från 4 meter för en diameter på 70-152 mm och från 5 meter för rör med en diameter på över 152 millimeter);
- Det är möjligt att tillverka rör av uppmätt längd (5-9 meter i diameterområdet upp till 70 mm, 6-9 meter i diameterområdet från 70 till 219 mm och 10-12 meter i diameterområdet från 219 till 426 mm ). Rör med en diameter på över 426 mm tillverkas uteslutande i omättade storlekar;
- Rör kan också tillverkas med längder som är multiplar av den uppmätta längden. I detta fall måste multipelstorleken vara minst 250 mm, och tillåten för varje snitt måste vara 5 millimeter (såvida inte andra parametrar överenskommits med kunden);
- Mindre avvikelser från den specificerade diametern är acceptabla; Toleranser framgår av motsvarande tabell i bilagan.
En komplett lista över storlekar som stålrör GOST 10704 91 kan ha finns också i bilagan till artikeln.
Observera: denna GOST gäller inte spiralsvetsade stålrör; deras intervall anges till exempel i GOST 20295-85 och GOST 8696-74.
Varmformade sömlösa rör
Varmdeformerade rör tillverkas i enlighet med GOST 8732 - 78. Hela sortimentet finns i bilagan till artikeln.
Förutom diameter, specifik vikt och väggtjocklek säger GOST för varmformade stålrör följande:
- Rör kan tillverkas i omätta längder från 4 till 12,5 meter eller i uppmätta längder inom samma gränser;
- Det är möjligt att tillverka rör med en längd som är en multipel av den uppmätta längden, med ett tillägg för varje snitt lika med fem millimeter;
- Maximala längdavvikelser bör inte överstiga +10 millimeter för rör med en längd på upp till 6 meter och +15 för rör med en längd på 6 meter eller mer eller en diameter på 152 millimeter;
- De maximala avvikelserna för rörets diameter och väggtjocklek regleras av tabeller, som återigen finns i bilagan;
- Varken skillnaden i väggtjocklek eller rörens ovalitet bör ta dem bortom de maximala avvikelserna i diameter eller väggtjocklek;
- Krökningen av varje godtycklig sektion av röret är begränsad till 1,5 mm/1 meter längd för rör med en väggtjocklek på mindre än 20 millimeter, 2 millimeter för väggar med en tjocklek på 20-30 millimeter och 4 mm för väggar med en tjocklek på 30 mm eller mer.

Kallformade sömlösa rör
Deras produktion är föremål för GOST 8734-75-standarden.
Vad är användbart att veta om dessa rör?
- De är indelade i extra tunnväggiga, tunnväggiga, tjockväggiga och extra tjocka väggar. Kriteriet är förhållandet mellan rörets ytterdiameter och tjockleken på dess väggar; För tunnväggiga och extra tunnväggiga rör är även det absoluta värdet på väggtjockleken viktigt.
Extra tunnväggiga rör har ett diameter-till-väggförhållande på mer än 40 eller en vägg som är tunnare än 0,5 mm med en diameter på upp till 20 mm; tunnväggig - från 12,5 till 40 eller en vägg på 1,5 millimeter med en diameter på upp till 20 mm; tjockväggiga rör har ett diameter-till-väggförhållande i intervallet 6-12,5; extra tjockväggig - mindre än sex.
- Rör kan tillverkas i uppmätta längder i intervallet 4,5 - 9 meter med en maximal längdavvikelse på +10 millimeter eller i omätta längder från 1,5 meter till 11,5;
- Det är också möjligt att tillverka rör med en längd som är en multipel av den uppmätta längden. Rör kan ha en längd från 1,5 till 9 meter med ett utrymme för varje snitt på 5 millimeter.
- Enligt GOST kan kallformade stålrör ha maximala avvikelser från de angivna dimensionerna som anges i bilagan.

Tjockväggiga rör är i alla fall sömlösa rör
Vatten- och gasledningar
Vatten- och gasrör stål GOST 3262 75 är uppdelad i en separat standard, även om den ur produktionssynpunkt är elsvetsad. Dock avsedd för vatten- och gasledningar (det ges i bilagan).
Förutom:
- Rör (uppmätta och omätta längder) produceras i intervallet från 4 till 12 meter;
- De kan levereras antingen utan gänga eller med skurna eller rullade rörgängor;
- Vid leverans av ett rör med rullade gängor är det tillåtet att minska rörets inre diameter med upp till 10 procent längs hela gängans längd;
- Rörets krökning bör inte överstiga 2 mm/meter längd för en nominell borrning på upp till 20 millimeter och 1,5 mm för en nominell borrning över 20 mm.
Viktigt: det finns ingen separat standard eller serie för galvaniserade rör.
Men enligt denna GOST tillverkas galvaniserade stålrör.
Dessutom tillhandahålls galvanisering för raksvetsade elsvetsade rör.
Inget hindrar dig dock från att galvanisera absolut vilket rör som helst, oavsett vilken teknik det tillverkades med.

Produktion
Svetsade rör
Råmaterialet för alla svetsade rör är en platt stålplåt; men oftast levereras den från den metallurgiska anläggningen rullad till en rulle.
- Arket skärs i smala längsgående remsor;
- Remsorna svetsas till en ändlös smal remsa;
- Tejpen rullas av rullar till ett runt stycke med en öppen söm;
- Varefter sömmen kokas;
- Röret kalibreras i nästa rullar;
- Sömmen är testad för läckage. Virvelströmsfelsdetektering används oftast, men ultraljudsfeldetektorer finns också tillgängliga;
- Röret skärs i bitar av önskad längd och skickas till lagret.
Viktigt: rör svetsade med TIG - en volframelektrod i en inert gasmiljö - anses vara de mest hållbara.
HF-svetsade rör tillverkade med induktionssvetsning med högfrekventa strömmar är dock märkbart billigare. Anledningen är att svetshastigheten är cirka 20 gånger högre jämfört med TIG.

I ena änden av linjen kan man se en smal stålplåt. På den andra är färdigsvetsade rör. Närvaron av en person är bara nödvändig för kontroll
Sömlösa rör
Tillverkning av varmdeformerad rör in översikt ser ut så här:
- Ett monolitiskt cylindriskt ämne - en stång - värms upp i en ugn till en temperatur över omkristallisationspunkten för stål; i detta fall blir metallen plastisk;
- På en piercingkvarn förvandlas arbetsstycket till en ihålig cylinder. Externt är det redan ett rör, men ganska oregelbundet format och med dimensioner långt från målet;
- Därefter börjar själva rullningen av arbetsstycket i rullar- dess heta deformation. Det framtida röret får den erforderliga diametern och väggtjockleken, kyler sedan och kalibrerar;
- Det färdiga röret skärs i bitar av önskad längd och lagras.

Produktionen av kalldeformerade sömlösa rör skiljer sig endast i två aspekter:
- Efter piercingkvarnen kyls arbetsstycket (det kallas en hylsa) med vatten och alla ytterligare operationer utförs kallt;
- Innan den slutliga kalibreringen är ett obligatoriskt produktionssteg glödgning - uppvärmning till omkristallisationstemperaturen och kylning. I detta fall lämnar de inre spänningar som ackumulerats under deformation metallen; dessutom blir det mer trögflytande.
Observera: tjockväggiga stålrör tillverkas sömlöst.
Väggarna på ett varmdeformerat rör kan nå en tjocklek på 75 millimeter och på ett kalldeformerat rör - 24 mm.
Vid behov är det möjligt att producera extra tjockväggiga rör utanför standarderna. Det utförs genom att borra ett kalibrerat arbetsstycke.
Galvanisering
Om det är nödvändigt att förse ett rör med en rostskyddsbeläggning används så kallad galvanisering.
Det finns en hel del sätt att belägga ett rör med ett lager zink; i industriell skala används dock endast två metoder vid tillverkning av rör:
- Varmförzinkning. Röret är nedsänkt i smält zink. Det har en smältpunkt som är mycket lägre än stål; efter att den svalnat bildas en tunn, enhetlig film på rörets yta;
- Galvanisk galvanisering. I en sur lösningsmiljö skapas en betydande potentialskillnad mellan zinkelektroden och röret; elektroden löses upp och zink lägger sig på rörets yta.
Den största nackdelen med metoden är behovet av att kassera giftig elektrolyt som innehåller zinksalter.




